

L'impression 3D polycarbonate produit des pièces fonctionnelles combinant transparence, résistance aux chocs et tenue thermique jusqu'à 130 °C, là où les thermoplastiques standards atteignent leurs limites. Le polycarbonate imprimé en FDM industriel atteint une résistance à la traction de 72 MPa et un module d'élasticité de 2 300 MPa, valeurs proches des pièces moulées par injection. Chez Cadvision, nous accompagnons les industriels dans le choix des solutions d'impression 3D professionnelles adaptées au polycarbonate, de la machine au matériau certifié.
Selon les données du rapport Wohlers Report 2025, le polycarbonate représente désormais 18 % des volumes de matière imprimée en FDM industriel, en hausse constante depuis 2020. Cette montée en puissance s'explique par l'adoption massive du PC dans les secteurs aéronautique, automobile, ferroviaire et électronique, où les cahiers des charges exigent à la fois une tenue mécanique élevée et une conformité aux normes feu, fumée, toxicité. Cet article détaille les propriétés techniques, les paramètres d'impression 3D polycarbonate, les applications industrielles et le positionnement du PC face aux autres thermoplastiques techniques.
Qu'est-ce que le polycarbonate et pourquoi l'imprimer en 3D
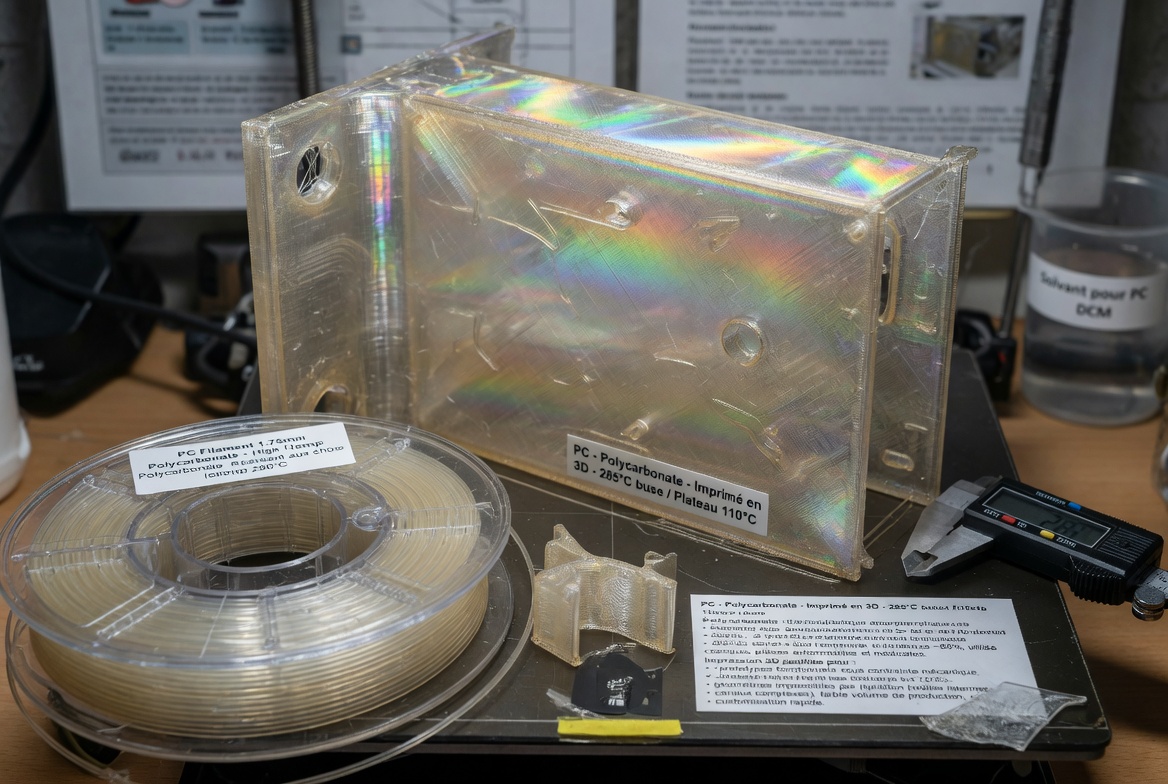
Le polycarbonate (PC) est un thermoplastique amorphe transparent mis au point par Bayer en 1953, commercialisé sous les marques Lexan (SABIC) et Makrolon (Covestro). En effet, ce matériau combine trois propriétés rarement réunies : transparence optique supérieure à 88 %, résistance aux chocs 250 fois supérieure au verre et tenue thermique continue jusqu'à 120 °C. L'impression 3D polycarbonate transpose ces propriétés dans la fabrication additive, ce qui ouvre des applications impossibles avec l'ABS ou le PLA.
Les raisons principales de choisir le PC en impression 3D sont les suivantes :
- Résistance mécanique : 72 MPa en traction contre 40 MPa pour l'ABS standard.
- Tenue thermique : HDT de 138 °C, supportant les environnements moteurs et les stérilisations.
- Transparence : pièces translucides ou transparentes après polissage ou impression à haute densité.
- Résistance au choc : absorption d'énergie 30 fois supérieure à celle du PLA.
- Stabilité dimensionnelle : faible retrait après impression, tolérances atteignables à ±0,1 mm.
Par conséquent, le polycarbonate devient le matériau de référence dès qu'une pièce imprimée doit résister à une contrainte réelle d'usage industriel, pas seulement à un prototypage visuel.
Propriétés techniques du polycarbonate imprimé en FDM
Le polycarbonate FDM hérite des propriétés du polymère injecté, avec quelques variations liées à l'anisotropie du dépôt de filament. Concrètement, une pièce imprimée en PC atteint 85 à 95 % des performances d'une pièce injectée, à condition de respecter les paramètres d'impression et d'utiliser une machine enceinte chauffée.
Les caractéristiques techniques du PC en FDM industriel sont résumées ici :
- Résistance à la traction : 65 à 72 MPa selon l'orientation de dépôt.
- Module d'élasticité : 2 200 à 2 400 MPa, proche de l'aluminium allégé.
- Température de service : 121 °C en continu, pic à 138 °C (HDT).
- Allongement à rupture : 4 à 6 %, gage de bonne tenue aux chocs.
- Dureté Rockwell : M70, résistance au rayage moyenne.
- Densité : 1,20 g/cm³, matériau relativement léger.
Pour aller plus loin, notre livre blanc dédié au polycarbonate détaille les tests de caractérisation que nous avons menés sur les grades FDM disponibles chez Cadvision.
Paramètres d'impression 3D polycarbonate à respecter
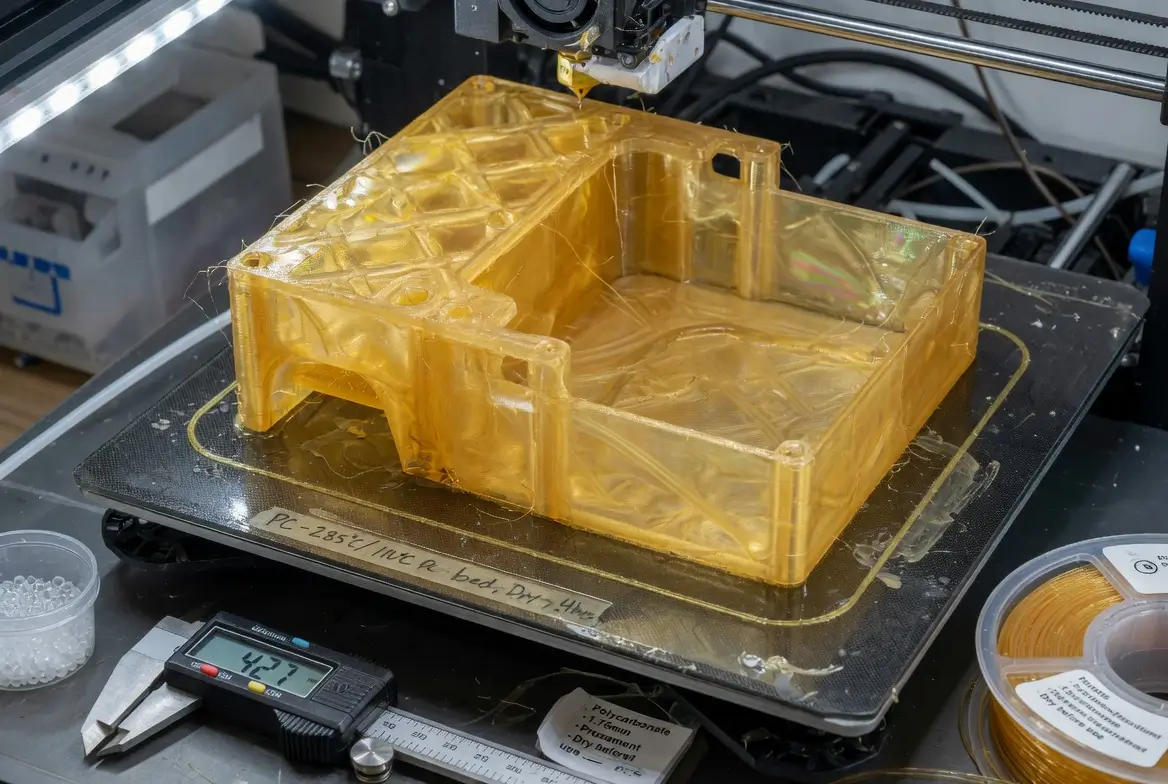
L'impression 3D polycarbonate exige une machine industrielle à enceinte chauffée et une buse haute température. En effet, le PC fond à 260 °C et subit un fort retrait thermique qui provoque warping et décollement si l'environnement d'impression n'est pas maîtrisé. Une imprimante de bureau non équipée d'enceinte chauffée ne permet pas d'imprimer du polycarbonate avec une qualité industrielle.
Les paramètres critiques à maîtriser pour imprimer correctement le PC sont les suivants :
- Température buse : 280 à 310 °C selon le grade, jamais en dessous de 270 °C.
- Température enceinte : 90 à 120 °C pour limiter le retrait et les contraintes internes.
- Température plateau : 130 à 150 °C avec adhésif ou plateau spécifique PC.
- Vitesse d'impression : 30 à 50 mm/s, plus lent que l'ABS pour éviter les défauts de couche.
- Séchage du filament : obligatoire à 80 °C pendant 4 h avant impression, le PC est hygroscopique.
- Ventilation de couche : désactivée pour favoriser l'adhésion inter-couche.
À noter que le polycarbonate absorbe jusqu'à 0,35 % d'eau en 24 h d'exposition à l'air ambiant, ce qui dégrade la qualité d'impression si le filament n'est pas séché. Notre catalogue de matériaux FDM référence les grades PC certifiés pour les applications industrielles.
Applications industrielles du polycarbonate imprimé en 3D
Le polycarbonate imprimé en 3D couvre les besoins industriels où une pièce doit combiner résistance mécanique, tenue thermique et, selon les cas, transparence. De plus, les industriels privilégient le PC chaque fois qu'un outillage ou une pièce fonctionnelle doit passer en production sans phase d'industrialisation traditionnelle par injection.
Les applications les plus fréquentes rencontrées chez nos clients incluent :
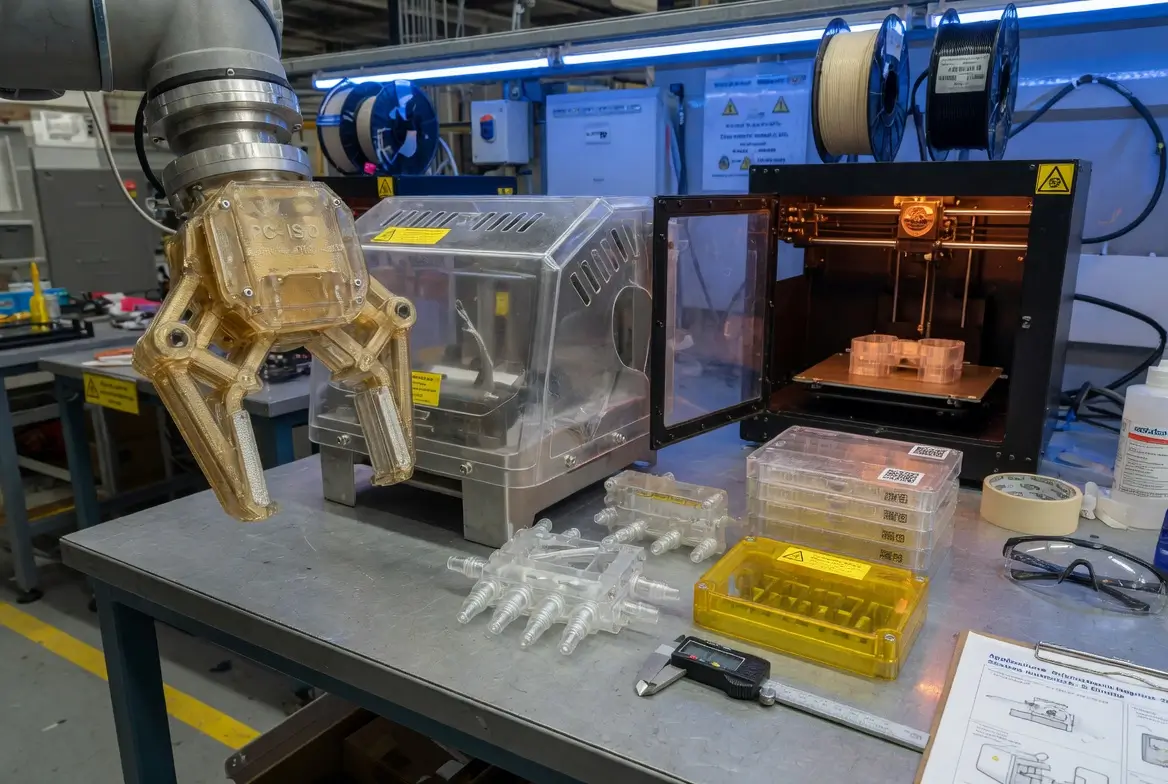
- Carters et boîtiers techniques : logements moteurs, coffrets électroniques industriels.
- Outillage de production : gabarits thermiques, supports de pièces en cuisson.
- Visières et écrans de protection : lunettes, visières EPI, écrans machines.
- Pièces aéronautiques non structurelles : conduits d'air, carters intérieurs cabine, caches techniques.
- Dispositifs médicaux : supports stérilisables en autoclave, guides chirurgicaux réutilisables.
- Pièces optiques : diffuseurs de lumière, lentilles techniques non optiques certifiées.
Par exemple, le cas client Parisse S.A. illustre concrètement l'usage du polycarbonate FDM pour remplacer des pièces de rechange historiquement fabriquées par injection, avec un gain de délai de 6 semaines et une division des coûts unitaires par 4.
Polycarbonate vs ABS, PC-ABS et ULTEM : comparatif technique
Le choix entre polycarbonate pur, PC-ABS, ABS ou ULTEM dépend du cahier des charges mécanique et thermique. Autrement dit, chaque thermoplastique possède une fenêtre d'usage optimale, et confondre les familles conduit à des surcoûts ou à des ruptures de pièce. Voici un comparatif technique des quatre matériaux les plus utilisés en FDM industriel face au PC.
Le polycarbonate se positionne entre les matériaux de prototypage (ABS, PLA) et les polymères haute performance (ULTEM, PEEK). C'est pourquoi il représente le meilleur compromis coût-performance pour la majorité des pièces industrielles fonctionnelles en polymère.
Secteurs industriels utilisant l'impression 3D polycarbonate
L'impression 3D polycarbonate s'impose dans les secteurs exigeant des pièces polymère robustes, mais hors contexte extrême (aérospatial structurel, moteur haute température). De plus, la certification feu-fumée-toxicité du PC le rend éligible aux cabines d'avion, aux wagons ferroviaires et aux intérieurs automobiles, là où l'ABS ou le PLA sont proscrits par les normes.
Les principaux secteurs demandeurs sont :
- Aéronautique : pièces intérieur cabine, conduits de ventilation, carters techniques non structurels.
- Automobile : prototypes fonctionnels, pièces de présérie, outillage moteur, boîtiers électroniques.
- Ferroviaire : pièces de rechange pour trains anciens, caches techniques intérieur voyageurs.
- Médical : dispositifs stérilisables, supports chirurgicaux, pièces autoclavables.
- Électronique industrielle : boîtiers, supports de cartes, pièces de maintenance.
- Défense et sécurité : visières, pièces EPI, supports optiques.
Chez Cadvision, nous avons documenté chez nos clients aéronautiques des baisses de coûts de fabrication de pièces de rechange atteignant 78 %, avec une réduction du délai d'obtention passant de 12 semaines à 5 jours.
Machines d'impression 3D polycarbonate industrielles
Imprimer du polycarbonate exige une machine FDM à enceinte chauffée, une buse 0,4 à 0,8 mm supportant 320 °C minimum et un plateau chauffant haute température. Autrement dit, toutes les imprimantes ne sont pas capables de produire des pièces PC de qualité industrielle. Le choix de la machine conditionne directement la fenêtre thermique atteignable et la reproductibilité des pièces.

Les critères techniques déterminants pour une machine PC-compatible sont :
- Enceinte chauffée active : jusqu'à 120 °C pour limiter contrainte et warping.
- Buse haute température : acier durci ou carbure, tenue à 350 °C en continu.
- Plateau chauffant : température minimale 130 °C, idéalement 150 °C.
- Filtration HEPA : piégeage des COV émis par le PC lors de la fusion.
- Sonde de filament : détection de rupture et arrêt sécurisé, impression 24 h possible.
- Volume d'impression : 300 x 300 x 400 mm minimum pour couvrir la majorité des pièces techniques.
Notre catalogue d'imprimantes 3D industrielles référence les modèles INTAMSYS, Stratasys et autres marques premium capables de produire du polycarbonate en qualité industrielle, avec garantie constructeur sur les paramètres.
Coûts et ROI de l'impression 3D polycarbonate
Le coût d'une pièce imprimée en polycarbonate dépend de trois paramètres : prix du filament, temps machine et amortissement de l'imprimante. En effet, le PC se situe dans la fourchette haute des filaments FDM industriels, mais reste beaucoup plus économique que l'ULTEM ou le PEEK. C'est pourquoi il constitue souvent le point d'entrée des entreprises souhaitant migrer du prototypage vers la production additive.
Les fourchettes de coûts constatées en 2026 se décomposent ainsi :
- Prix du filament PC : 80 à 180 €/kg selon le grade et la certification.
- Coût machine horaire : 12 à 25 €/h pour une imprimante industrielle PC-compatible.
- Coût pièce type : 15 à 80 € pour un boîtier de 100 g, contre 250 à 800 € en injection courte série.
- ROI machine : 12 à 18 mois pour un atelier produisant 1 000 pièces PC par an.
- Comparaison injection : rentable jusqu'à 500-1 500 pièces par référence selon la complexité.
Concrètement, nos projets 2025 ont démontré un TCO inférieur de 62 % face à la sous-traitance par injection pour des séries de 50 à 800 pièces techniques.
FAQ impression 3D polycarbonate
L'impression 3D polycarbonate est-elle possible sur une imprimante de bureau ?
Non, le polycarbonate ne s'imprime pas correctement sur une imprimante de bureau. Le PC exige une enceinte chauffée à 90-120 °C et une buse supportant 280-310 °C, équipements absents des machines grand public. Une imprimante de bureau produira systématiquement du warping, des délaminages et des pièces aux propriétés mécaniques dégradées. Pour un usage professionnel, une imprimante industrielle à enceinte active est indispensable, avec un budget d'entrée de 15 000 € pour une machine fiable. Chez Cadvision, nous recommandons systématiquement des machines INTAMSYS ou équivalent pour le polycarbonate.
Quelle est la différence entre PC et PC-ABS en impression 3D ?
Le PC pur offre 72 MPa de traction et une HDT de 138 °C, tandis que le PC-ABS plafonne à 41 MPa et 110 °C. Le PC-ABS sacrifie donc des performances mécaniques et thermiques pour gagner en facilité d'impression, réduction du warping et meilleure stabilité dimensionnelle sur pièces grand format. Le PC pur convient aux pièces techniques exigeantes, le PC-ABS aux carters automobiles et pièces de série moyenne. Le choix dépend du cahier des charges thermique et mécanique de la pièce finale.
Le polycarbonate imprimé est-il transparent ?
Oui, mais partiellement. Le PC imprimé en FDM est translucide avec un niveau de transparence variable selon les paramètres d'impression, le taux de remplissage et la finition. Pour obtenir une transparence optique supérieure à 70 %, il faut appliquer un post-traitement par lissage vapeur au dichlorométhane ou un polissage manuel fin. Les applications de transparence totale (vitres, lentilles optiques) relèvent plutôt du moulage par injection ou de la SLA transparente. En FDM, le PC reste pertinent pour les diffuseurs de lumière et les pièces translucides non optiques.
Le polycarbonate imprimé est-il compatible avec les normes aéronautiques ?
Oui, certains grades de PC sont certifiés FAR 25.853 (normes intérieur cabine aéronautique) pour la tenue au feu, à la fumée et à la toxicité. Ces grades spécifiques, proposés par SABIC et Stratasys notamment, sont utilisés pour les pièces cabine non structurelles telles que les caches techniques, conduits d'air et supports intérieurs. Pour les pièces structurelles, l'aéronautique privilégie plutôt l'ULTEM 9085 ou la fibre de carbone. Cadvision accompagne les industriels aéronautiques dans le choix du grade conforme à leur cahier des charges.
Quel séchage est nécessaire pour le filament polycarbonate ?
Le filament PC doit être séché à 80 °C pendant au moins 4 heures avant chaque impression, car il est fortement hygroscopique et absorbe jusqu'à 0,35 % d'eau en 24 h d'exposition à l'air. Un filament humide produit des bulles visibles à l'extrusion, une perte de transparence, une chute de résistance mécanique et un mauvais accrochage inter-couche. Un sécheur de filament industriel ou une étuve dédiée est indispensable pour un atelier de production. À défaut, le stockage sous sachet hermétique avec dessiccant reste le minimum opérationnel.
Quelle tenue thermique réelle attendre d'une pièce PC imprimée ?
Une pièce imprimée en polycarbonate supporte 121 °C en service continu et tolère des pics jusqu'à 138 °C (HDT sous 0,45 MPa). Au-delà, la pièce commence à fluer et à perdre ses propriétés mécaniques. Pour des applications supérieures à 150 °C, il faut passer à l'ULTEM 1010 (213 °C) ou au PEEK (260 °C). Le PC couvre toutefois 80 % des besoins industriels de tenue thermique, incluant les outillages de production, les carters moteurs non directs et les dispositifs médicaux stérilisables en autoclave jusqu'à 134 °C.
Passer à l'impression 3D polycarbonate avec Cadvision
Passer du prototypage à la production additive en polycarbonate demande un audit précis de votre atelier, de votre volume annuel et de vos cahiers des charges mécaniques. Chez Cadvision, nous intervenons dès la phase de cadrage pour vérifier la compatibilité de vos pièces avec le PC, dimensionner la machine adaptée à votre production et former vos équipes aux paramètres d'impression critiques. Contactez notre équipe technique pour obtenir une analyse gratuite de vos pièces candidates à l'impression 3D polycarbonate et un devis d'installation personnalisé.