


La fabrication additive métal désigne l'ensemble des procédés industriels qui produisent des pièces métalliques fonctionnelles couche après couche, à partir de poudre métallique, de fil ou de granulés liés. En 2026, quatre familles dominent le marché : la fusion laser sur lit de poudre (LPBF), la fusion par faisceau d'électrons (EBM), le dépôt sous énergie dirigée (DED) et le Binder Jetting (incluant la technologie BMD de Desktop Metal). Chaque procédé répond à des besoins distincts : précision géométrique, vitesse de production, taille de pièce, alliage compatible.
Cadvision, revendeur officiel Desktop Metal et partenaire Diamond, accompagne les industriels français dans la sélection de la technologie adaptée. De Thales Alenia Space pour le spatial à Parisse SA pour la Formule 1, nos clients utilisent la fabrication additive métal pour réduire les délais, alléger les pièces et produire des géométries impossibles en usinage. Ce guide détaille les procédés, les matériaux disponibles, les critères de choix et les cas d'usage concrets.
Quels sont les 4 procédés de fabrication additive métal en 2026
La fabrication additive métal repose sur quatre familles technologiques, chacune avec ses forces et ses limites. Le LPBF (Laser Powder Bed Fusion) reste le procédé le plus répandu pour les pièces complexes en série courte. L'EBM (Electron Beam Melting) excelle sur le titane aéronautique. Le DED projette directement la matière sous un laser ou un faisceau d'électrons, idéal pour la réparation et les grandes pièces. Le Binder Jetting, et notamment le BMD de Desktop Metal, démocratise la production de pièces métalliques en injectant un liant entre les couches de poudre, suivi d'un frittage four.
Le choix du procédé dépend du volume de production, de la complexité géométrique, du matériau requis et des tolérances finales. Concrètement, une PME qui produit 200 pièces par mois en inox 316L pour la robotique privilégie le Binder Jetting Desktop Metal Shop System, plus rapide et moins coûteux que le LPBF. À l'inverse, une pièce de turbine en inconel 718 destinée à un moteur aéro reste l'apanage du LPBF ou du DED, parce que la microstructure obtenue résiste à des températures extrêmes.
- LPBF (fusion laser sur lit de poudre) : leader EOS, SLM Solutions, Trumpf, AddUp. Précision 50 microns, alliages titane, inox, inconel, aluminium
- EBM (faisceau d'électrons) : machines GE Additive Arcam, ETEC. Idéal Ti6Al4V médical et aéronautique, sous vide, productivité élevée
- DED (dépôt sous énergie dirigée) : Trumpf, BeAM, MX3D. Réparation de pièces, grandes dimensions, ajout de fonction sur pièce existante
- Binder Jetting / BMD : Desktop Metal Shop System (partenaire Cadvision), HP Metal Jet, ExOne. Production série, faible coût pièce, post-frittage requis
- Comparatif coût : LPBF entre 80 et 250 euros/heure machine, Binder Jetting 4 à 8 fois plus rapide pour des pièces moyennes
De plus, chaque procédé implique des étapes de post-traitement spécifiques : retrait des supports, traitement thermique, usinage de finition, contrôle non destructif. Par conséquent, le coût pièce final dépasse souvent celui de la machine seule. C'est pourquoi notre équipe accompagne les clients sur l'ensemble du flux, de la conception à la pièce certifiée.
Tableau comparatif des procédés de fabrication additive métal
Choisir entre LPBF, EBM, DED et Binder Jetting demande de comparer six critères : précision dimensionnelle, vitesse d'impression, taille maximale, matériaux compatibles, coût pièce et applications cibles. Le tableau ci-dessous synthétise les données techniques relevées sur les machines industrielles disponibles en 2026, avec les retours terrain de nos installations clients chez Thales Alenia Space, le CNES et Parisse SA.
- Précision : LPBF reste le plus précis, le DED le moins, mais avec une vitesse incomparable
- Productivité : Binder Jetting Desktop Metal imprime 4 à 8 fois plus vite que le LPBF en grand volume
- Coût matière : la poudre LPBF coûte 80 à 250 euros/kg selon l'alliage, le filament BMD entre 60 et 120 euros/kg
- Post-traitement : Binder Jetting nécessite un frittage four obligatoire, le LPBF un retrait de supports et un traitement thermique
En revanche, ces données restent indicatives. Donc avant tout investissement, nous recommandons un audit de pièces sur dossier pour estimer le procédé optimal. Notre livre blanc dédié au choix de technologie détaille la méthodologie complète.
Quels matériaux utilise la fabrication additive métal
La fabrication additive métal couvre aujourd'hui une vaste palette d'alliages industriels qualifiés. Le titane Ti6Al4V grade 5 et grade 23 (médical) reste le matériau roi pour l'aéronautique et les implants. L'inox 316L domine la robotique et l'agroalimentaire grâce à sa résistance à la corrosion. L'inconel 718 et 625 équipe les pièces moteur soumises à 700 degrés et plus. L'aluminium AlSi10Mg, plus léger, sert pour le sport automobile et les drones. Le cobalt-chrome se retrouve sur les implants dentaires et les prothèses orthopédiques.
Cadvision distribue les poudres industrielles métal et matériaux liés qualifiés pour les machines Desktop Metal, EOS et SLM Solutions. Concrètement, l'alliage titane Ti6Al4V que nous fournissons respecte les normes AS9100 (aéronautique) et ISO 13485 (médical), avec traçabilité complète du lot poudre jusqu'à la pièce livrée. Cette traçabilité reste critique parce que les industriels aéronautiques exigent un dossier qualité par pièce.
- Titane Ti6Al4V : aéronautique, spatial, implants médicaux. Ratio résistance/poids exceptionnel, biocompatible
- Inox 316L et 17-4PH : robotique, agroalimentaire, outillage. Résistance corrosion et tenue mécanique post-frittage
- Inconel 718 et 625 : turbines, échangeurs, pièces moteur. Tenue à 700 degrés et plus, résistance à l'oxydation
- Aluminium AlSi10Mg : automobile, drone, échangeur thermique. Légèreté et conductivité thermique élevée
- Cobalt-chrome : prothèses dentaires, implants orthopédiques. Biocompatibilité et résistance à l'usure
- Cuivre pur et bronze : conduction thermique et électrique, antennes RF, échangeurs
De plus, des alliages plus exotiques comme le tungstène, le molybdène ou l'or apparaissent sur des applications de niche (rayonnement, médical haut de gamme). À noter que chaque matériau impose un cycle de frittage ou de traitement thermique spécifique, donc le retour sur investissement se calcule sur la pièce finie, pas sur la pièce sortie machine.
Comment choisir le bon procédé selon votre application
La sélection du procédé de fabrication additive métal dépend de quatre paramètres : la complexité géométrique, le volume annuel, l'alliage requis et le niveau de qualification (aéro, médical, automobile). Pour une pièce de moteur d'avion en inconel 718 produite à 50 unités par an, le LPBF reste incontournable. Pour 500 vis chirurgicales en titane par mois, l'EBM optimise le coût pièce. Pour la réparation de pales de turbines existantes, le DED s'impose. Pour 1 000 supports robotique en inox 316L par mois, le Binder Jetting Desktop Metal divise le coût pièce par 3 face au LPBF.
Notre méthodologie chez Cadvision suit toujours le même flux. Premièrement, nous analysons le fichier CAO et le cahier des charges. Ensuite, nous simulons le procédé optimal sur la base des contraintes mécaniques, du volume et du budget. Puis nous validons avec une pièce prototype, et enfin nous accompagnons la qualification série. Cette approche, déployée chez Thales Alenia Space pour des pièces spatiales, divise par 3 les délais de qualification et sécurise le passage à la production.
- Géométrie complexe + petite série : LPBF (refroidissement interne, treillis, optimisation topologique)
- Implants médicaux titane : EBM (ISO 13485, finition rugueuse favorisant l'ostéointégration)
- Réparation pièce existante : DED (rechargement laser, ajout de matière sur surface usinée)
- Série moyenne pièces compactes : Binder Jetting Desktop Metal Shop System, distribué par Cadvision
- Outillage moule injection : LPBF avec canaux conformés, refroidissement amélioré de 30 à 50 %
- Grandes pièces aéro/marine : DED ou WAAM (Wire Arc Additive Manufacturing)
Par ailleurs, le coût total de possession d'une machine LPBF varie entre 500 000 et 1,5 million d'euros, alors que le Desktop Metal Shop System reste accessible autour de 250 000 euros installé. Donc pour une PME qui démarre en métal, le Binder Jetting offre un point d'entrée plus rapide à amortir, à condition que les pièces soient compatibles.
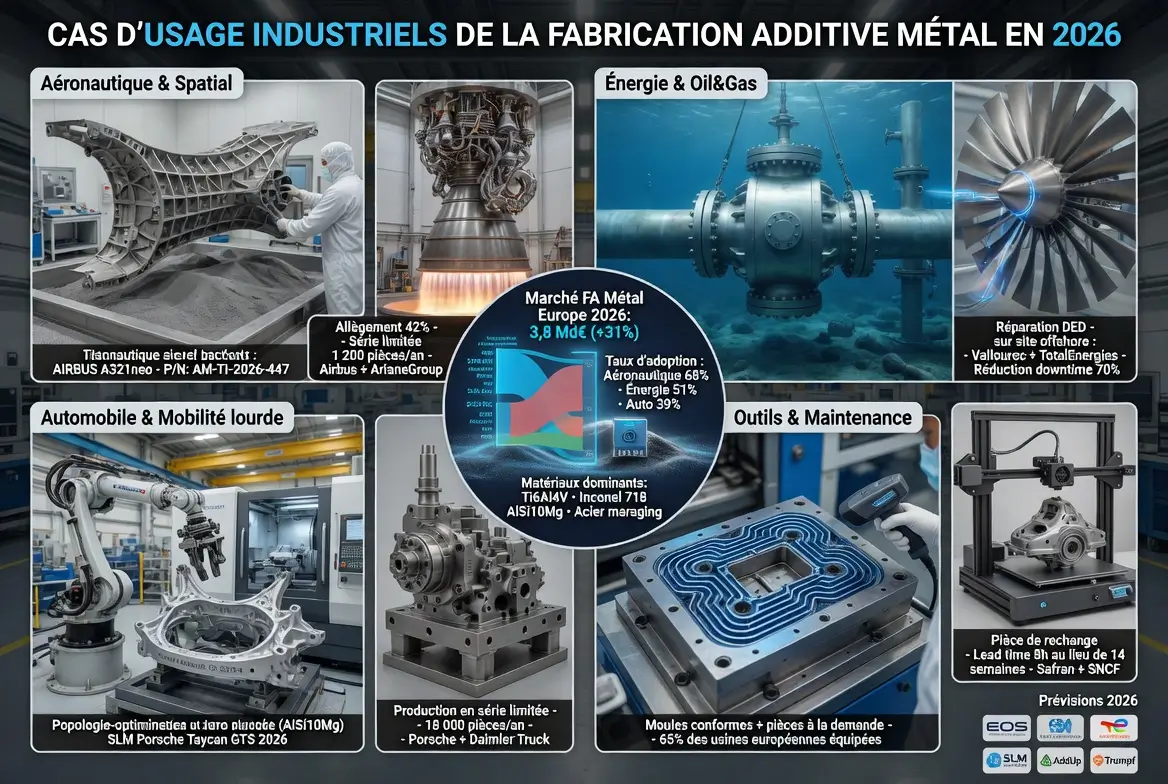
Cas d'usage industriels de la fabrication additive métal en 2026
La fabrication additive métal a quitté le prototypage pour s'imposer en production série dans cinq secteurs majeurs. L'aéronautique imprime des aubes, des injecteurs et des supports allégés certifiés AS9100. Le médical produit des implants sur mesure en titane et cobalt-chrome certifiés ISO 13485. L'automobile optimise les échangeurs thermiques et les composants de freinage haut de gamme. L'énergie répare des pales de turbines et imprime des outillages spéciaux. La défense fabrique des pièces de rechange à la demande, comme la Royal Netherlands Navy qui réduit ses délais d'approvisionnement de 6 mois à 2 semaines.
Sur le terrain français, plusieurs cas illustrent la maturité du procédé. Parisse SA, fournisseur Formule 1, exploite l'impression 3D métal et plastique pour des pièces de châssis et de moule en série courte. Le CNES utilise les solutions Cadvision pour des prototypes de structures spatiales. Volvo Renault Trucks imprime des outillages de production qui auraient pris 12 semaines en usinage classique, livrés désormais en 5 jours.
- Aéronautique : Safran, Airbus et GE Aviation impriment plus de 50 000 pièces métal en série depuis 2024
- Médical : 600 000 implants titane EBM fabriqués par an dans le monde selon Wohlers Report 2024
- Automobile : Bugatti, Porsche et Renault utilisent le LPBF pour des étriers de frein et collecteurs
- Énergie : Siemens Energy répare 20 % de ses pales de turbines via DED depuis 2023
- Défense maintenance : Royal Netherlands Navy et US Army imprime à la demande sur navire/sur base
- Outillage : moules à canaux conformés réduisant les temps de cycle injection plastique de 30 à 50 %
De plus, la baisse continue du coût matière (poudre titane à 130 euros/kg en 2026 contre 350 euros/kg en 2018, source AFPR) ouvre la fabrication additive métal à des secteurs jusqu'ici hors budget. C'est pourquoi nous accompagnons aujourd'hui des PME qui n'auraient jamais pu envisager le métal additif il y a 5 ans.
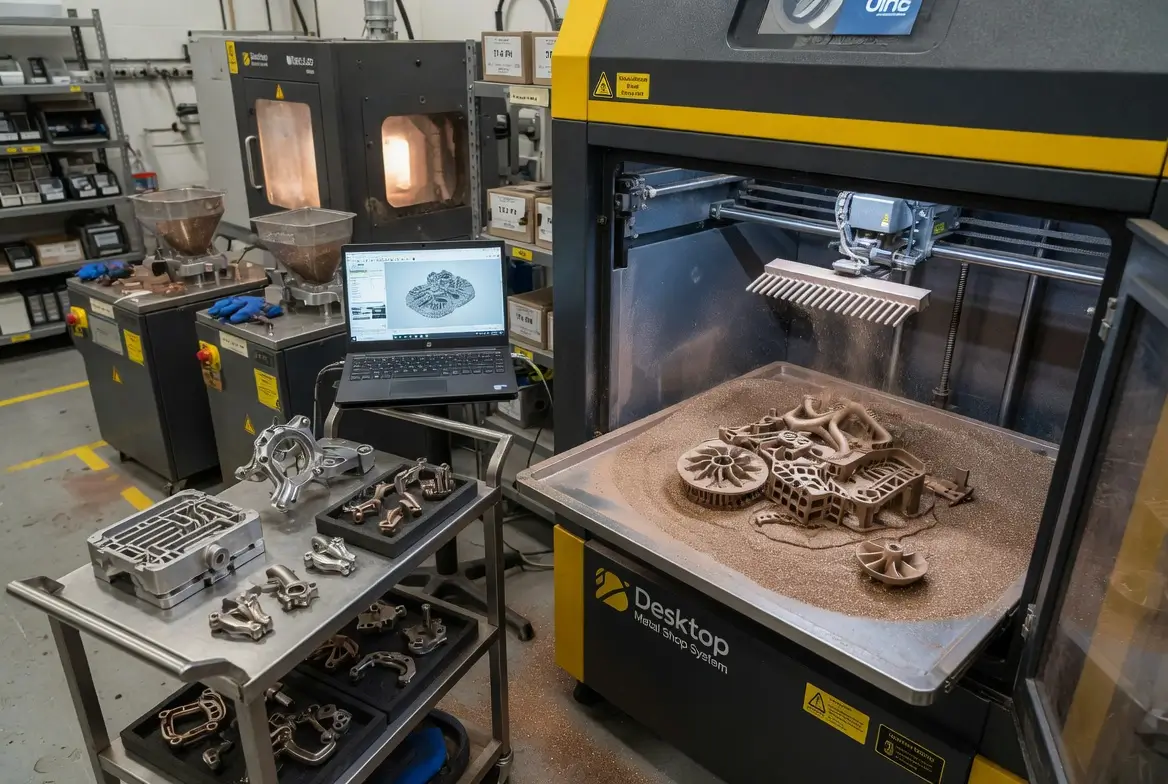
Pourquoi le Desktop Metal Shop System change la donne pour la fabrication additive métal
Le Desktop Metal Shop System, distribué exclusivement par Cadvision en France, démocratise la fabrication additive métal en série. Ce système Binder Jetting imprime des pièces en inox 17-4PH, 316L et bientôt en outils acier à plus de 1 200 cm³/h, soit jusqu'à 8 fois plus rapidement qu'une machine LPBF équivalente. Le coût pièce baisse de 50 à 70 % sur des séries de 200 à 5 000 unités, ce qui rend l'additif compétitif face à l'usinage CNC pour la robotique, l'outillage et les composants industriels.
Concrètement, un atelier qui produit 1 000 supports robotique en inox 316L par mois passe d'un coût pièce de 45 euros (usinage CNC) à 12 euros (Shop System), avec un délai divisé par 4. Le post-frittage four reste l'étape critique mais maîtrisée. De plus, la machine ne nécessite ni atmosphère inerte, ni laser haute puissance, donc l'installation reste simple et la maintenance accessible. C'est pourquoi nos clients PME-ETI choisissent de plus en plus cette technologie pour internaliser leur production métal.
- Vitesse : 700 à 1 500 cm³/h, soit 4 à 8 fois plus rapide qu'un LPBF mid-range
- Coût pièce : 50 à 70 % moins cher que LPBF sur séries 200-5 000 unités
- Matériaux : inox 316L, 17-4PH, acier outil H13, cuivre, bronze, plus d'une dizaine d'alliages qualifiés
- Empreinte atelier : 11 m² installation complète (impression + dépoudrage + four), pas de gaz inertes
- Investissement : 250 000 à 350 000 euros pour le pack complet, amortissement 18 à 30 mois selon usage
- Service Cadvision : installation, formation, qualification matière et SAV technique français
À noter que la qualification mécanique des pièces Binder Jetting reste inférieure au LPBF sur les alliages les plus exigeants (inconel sous contrainte cyclique haute température). Donc pour les applications aéro/spatial critiques, nous orientons les clients vers une combinaison machine LPBF + Shop System selon les pièces. Notre catalogue complet d'imprimantes 3D couvre les deux gammes.
Combien coûte la fabrication additive métal en 2026
Le coût d'un projet en fabrication additive métal se décompose en quatre postes : machine, matière, opération, post-traitement. Pour une machine LPBF industrielle (EOS M290, SLM 280, Trumpf TruPrint 3000), comptez 500 000 à 1,5 million d'euros installés, plus 30 à 60 000 euros par an de maintenance et consommables. La poudre métal coûte entre 80 et 350 euros/kg selon l'alliage, avec un taux de recyclage poudre de 70 à 90 % en circuit fermé. Le coût horaire machine LPBF se situe entre 80 et 250 euros, post-traitement et amortissement inclus.
Selon une étude AFPR (Association Française de Prototypage Rapide) publiée en 2024, le seuil de rentabilité face à l'usinage CNC se situe autour de 50 à 200 pièces par an pour des géométries complexes en titane ou inconel. Au-delà de 1 000 pièces, le Binder Jetting devient souvent plus compétitif. En revanche, sur des pièces simples produites en grande série, l'usinage reste imbattable. C'est pourquoi notre rôle d'intégrateur consiste d'abord à identifier les pièces qui justifient économiquement la fabrication additive, et ensuite à dimensionner la solution adaptée.
- Machine LPBF : 500 000 à 1,5 million d'euros installée, 30 à 60 000 euros/an de maintenance
- Machine Binder Jetting Shop System : 250 000 à 350 000 euros installée, maintenance plus légère
- Coût horaire : LPBF 80-250 euros/h, Binder Jetting 40-120 euros/h tout inclus
- Poudre métal : 80-350 euros/kg, recyclage 70-90 % en circuit fermé
- Post-traitement : 20 à 40 % du coût total pièce (HIP, traitement thermique, usinage finition)
- Service Cadvision : audit gratuit, devis pièces sous 5 jours, accompagnement qualification
Par conséquent, le bon dimensionnement passe par un calcul de coût pièce sur le carnet de commandes réel, pas sur des estimations théoriques. Nous proposons un audit de portefeuille pièces gratuit pour identifier les candidats les plus rentables, en moins de 10 jours ouvrés.
Questions fréquemment posées sur la fabrication additive métal
Quelle est la différence entre fabrication additive métal et impression 3D métal
Les deux termes désignent la même chose. "Fabrication additive métal" est l'expression officielle utilisée dans les normes ISO/ASTM 52900 et dans les milieux industriels, alors que "impression 3D métal" reste plus accessible au grand public. Concrètement, les deux recouvrent la production de pièces métalliques couche par couche, à partir de poudre, de fil ou de granulés. En 2026, l'usage professionnel privilégie "fabrication additive" pour insister sur le caractère industriel et qualifié du procédé, surtout dans l'aéronautique, le médical et l'automobile où les normes AS9100 et ISO 13485 s'appliquent.
Quel procédé de fabrication additive métal choisir pour produire en série
Pour la production série en métal, le Binder Jetting (notamment le Desktop Metal Shop System) reste le meilleur compromis entre vitesse, coût pièce et qualité. Il imprime 4 à 8 fois plus vite que le LPBF, à un coût pièce 50 à 70 % inférieur sur des volumes de 200 à 5 000 unités. En revanche, pour des pièces aéro ou spatiales soumises à des contraintes mécaniques extrêmes, le LPBF garde l'avantage parce que sa microstructure dense supporte mieux la fatigue. La règle pratique : Binder Jetting pour la robotique, l'automobile et l'outillage, LPBF pour l'aéro et le médical haut de gamme. Cadvision oriente chaque client vers le procédé adapté après audit pièce.
Quels matériaux sont disponibles en fabrication additive métal en 2026
En 2026, plus de 30 alliages métalliques sont qualifiés pour la fabrication additive industrielle. Les plus utilisés restent le titane Ti6Al4V (aéro et médical), l'inox 316L et 17-4PH (robotique, agroalimentaire), l'inconel 718 et 625 (turbines, moteurs), l'aluminium AlSi10Mg (automobile, drones) et le cobalt-chrome (implants). Des alliages plus exotiques comme le tungstène, le tantale, le bronze ou le cuivre pur apparaissent pour des applications de niche. Cadvision distribue les poudres qualifiées Desktop Metal et EOS, avec traçabilité complète AS9100 et ISO 13485, pour garantir la conformité aux exigences réglementaires des secteurs réglementés.
La fabrication additive métal remplace-t-elle l'usinage CNC
Non, la fabrication additive métal ne remplace pas l'usinage CNC mais le complète. L'usinage reste imbattable sur les pièces simples produites en grande série, parce que ses coûts machine et matière sont optimisés depuis des décennies. La fabrication additive devient compétitive quand la géométrie est complexe (canaux internes, treillis, optimisation topologique), quand la série est courte (50 à 5 000 pièces), ou quand la pièce justifie un allègement critique (aéro, spatial). En pratique, 80 % des projets industriels combinent les deux approches : impression 3D pour la forme brute, usinage pour les surfaces fonctionnelles et les tolérances serrées.
Combien de temps pour produire une pièce en fabrication additive métal
Le temps total de production d'une pièce métal additive varie de quelques heures à plusieurs jours selon le procédé, la taille et le post-traitement. En LPBF, une pièce moyenne (100 cm³) imprime en 8 à 20 heures, plus 4 à 8 heures de post-traitement (retrait supports, traitement thermique, usinage). En Binder Jetting Desktop Metal, l'impression dure 2 à 6 heures, suivie de 24 à 48 heures de cycle frittage four. Sur le terrain, Cadvision livre des pièces prototype en 5 à 10 jours ouvrés, et organise la production série avec un cadencement adapté au volume client. Concrètement, un délai 4 fois plus court qu'en moulage ou forge classique.
Quelle norme respecter pour produire des pièces aéronautiques en fabrication additive métal
Pour produire des pièces aéronautiques certifiées en fabrication additive métal, trois normes s'appliquent. AS9100 régit le système qualité du fournisseur. ASTM F3303 et F3001 spécifient les exigences sur les pièces titane Ti6Al4V LPBF et EBM. ISO/ASTM 52900 cadre la terminologie commune. Concrètement, chaque pièce livrée doit s'accompagner d'un dossier qualité incluant la traçabilité poudre, le rapport de production machine, le contrôle dimensionnel CMM et le contrôle non destructif (tomographie X ou ultrasons). Cadvision accompagne ses clients dans la constitution de ces dossiers, parce que la qualification reste l'étape la plus longue et la plus coûteuse du déploiement industriel.
Vous envisagez d'intégrer la fabrication additive métal dans votre production ou souhaitez identifier les pièces candidates dans votre catalogue ? L'équipe Cadvision réalise un audit pièces gratuit en moins de 10 jours ouvrés, avec dimensionnement machine et estimation de retour sur investissement. Contactez Cadvision pour échanger avec un ingénieur d'application spécialisé en procédés métal et démarrer votre projet en 2026.