





12 Juin 2025
CADvision innove avec l'impression 3D dans la lutte contre les moustiques
CADvision innove grâce à l'impression 3D dans la lutte contre les moustiques
Lire l’article
BUILT-RITE TOOL & DIE est une entreprise de fabrication et de conception de moules installée dans le Massachusetts. Elle est réputée pour la fabrication de moules de précision. La société est spécialisée dans la production de moules pour l'injection plastique. Ces moules ont des conceptions complexes, nécessitant une planification minutieuse et une exécution précise.
Les petites et moyennes entreprises comme Built-Rite font face à une pression croissante de la part de leurs concurrents nationaux et internationaux. Les fabricants étrangers offrent des prix plus bas, tandis que les ateliers de prototypage nationaux proposent des délais d'exécution plus rapides pour de petites quantités de pièces. L’impression 3D donne à Built-Rite la possibilité de réduire les délais et les coûts des services de moulage à rotation rapide par rapport aux ateliers de prototypage locaux. La capacité de réaliser une itération rapide est essentielle pour remporter des contrats et respecter des délais serrés.
Pour Built-Rite, Studio System ™ offre la possibilité de fabriquer des composants de moules en rotation rapide au travers d’un processus beaucoup moins gourmand en main-d’œuvre que les autres équipements de leur atelier et plus compétitif en termes de coûts qu’une firme de prototypage tierce. L'imprimante Studio utilise un remplissage à cellules fermées pour alléger les pièces et minimise l'utilisation de matériau sans affecter la résistance à l'usure requise pour les applications d'outillage.
Contraintes d’application
Avantages de Studio System
Le moulage par injection ou injection plastique est un processus de fabrication permettant de produire des pièces en grande quantité. Il fonctionne en injectant de la matière plastique fondue sous haute pression dans les cavités du moule pour former une pièce. Pour la production en série, le moulage par injection offre un faible coût par pièce, des résultats reproductibles et un gaspillage minimum de matériau. Environ 32% des plastiques transformés passent par des procédés de moulage par injection, ce qui en fait un important procédé de fabrication.
Le processus de fabrication des moules est complexe et nécessite une planification et une exécution précises tout en respectant les délais, les conditions d’itérations et les attentes du client en matière de qualité des pièces. Un moule est composé de nombreuses cavités complexes, d’inserts et de canaux de refroidissement. Les outils de moulage doivent pouvoir résister à des impacts répétés et à l'exposition à des polymères à haute température. Voilà pourquoi la résistance à l'usure est essentielle. Les défis comprennent les coûts d'outillage élevés et les longs délais. Les modifications de conception peuvent avoir un impact significatif sur les délais et les coûts. La capacité à effectuer une itération rapide est donc essentielle pour l'efficacité globale du processus.
Le Studio System utilise une technologie appelée Bound Metal Deposition ™, qui consiste à chauffer et à extruder des filaments métalliques (poudres métalliques et liants polymères) sur le plateau de fabrication, formant ainsi une pièce crue couche par couche. La pièce est immergée dans un fluide de déliantage, puis frittée dans un four convivial. Ce système à trois étapes est conçu comme une solution de bout en bout pour l’impression 3D en métal en interne.
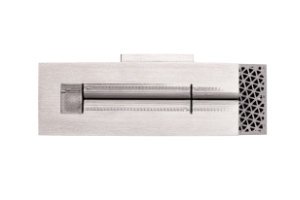
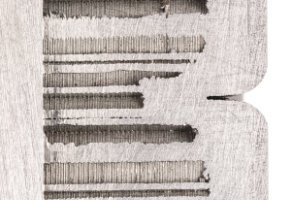
L'insert pour cavité de moule montré ici a été coupé pour montrer le remplissage de la pièce durant le processus d’impression. L’image d’en haut montre un motif de remplissage triangulaire utilisé pour les pièces légères. L’image en-dessous montre la possibilité d'augmenter l'épaisseur de la pièce de manière sélective, le cas échéant. Dans ce cas, la surface du moule est plus épaisse pour permettre le post-usinage et pour maintenir la durabilité.
Built-Rite a identifié un insert pour cavité de moule existant pour les tests initiaux. Par rapport à un atelier de prototypage tiers, Studio System a permis de réduire les coûts et les délais d'exécution, ainsi que le poids des pièces et la quantité de matériau utilisé.
| Dimensions de la pièce | 2,54 x 3,57 x 7,62 cm |
|
|
Fabrication par Studio System |
Entreprise de prototypage tiers |
|---|---|---|
| Technologie | Bound Metal Deposition | Usinage CNC à partir d’un bloc de métal plein |
| Matériau | Acier AISI 4140 | Acier 4140 |
| Espacement intercalaire | 2.8 mm | |
| Masse de la pièce | 320 g | 545 g |
| Temps de fabrication | 50 heures (impression 14 heures/déliantage 6 heures/frittage 30 heures) | 3 jours |
| Coût par pièce | $47 | $493 |
« Un moule à injection est un assemblage très complexe. Il doit être construit de sorte à résister à des pressions très élevées. Nous avons immédiatement reconnu les avantages de l’utilisation de pièces métalliques imprimées dans nos moules, notamment la capacité de produire rapidement des inserts de moules, la possibilité de concevoir des canaux de refroidissement d’une manière inégalée – tout en respectant la géométrie de la cavité - et des pièces légères afin de réduire la fatigue de l'opérateur. Ce qui prenait auparavant deux semaines avec des fournisseurs externes ne prend plus maintenant que quelques jours. Nous pouvons augmenter la capacité de construction et la diversification, et nous pouvons obtenir plus de contrats, en particulier dans le prototypage. Nous ne pouvions pas être compétitifs avant à cause des délais. »
Ron Caron, Directeur général de Built-Rite
Les outils de moulage par injection requièrent des tolérances strictes pour l’ajustement de l’assemblage, ainsi qu’un fini poli pour les surfaces en contact avec le plastique injecté, pour que la pièce puisse être facilement éjectée du moule. À l'état fritté, les performances de la pièce ont été évaluées sur la base de deux étapes de post-traitement permettant d'observer les variations des paramètres du processus et du comportement du matériau, puis des tests fonctionnels permettant d'observer la pièce utilisée.
Les machinistes de Built-Rite ont rectifié la surface des inserts de moules imprimés en 3D pour obtenir le niveau de tolérance et la texture de surface requis. Ils ont évalué si des manipulations spécifiques étaient nécessaires et ont constaté que les pièces chauffaient de la même manière que d'autres outils en acier et ne présentaient aucun problème en ce qui concerne le dimensionnement ou l'ajustement des inserts dans l'ensemble du moule.
Les machinistes ont utilisé l'EDM pour obtenir le fini requis pour les surfaces de cavité de l'insert. Ils ont évalué la nécessité de modifier la configuration des paramètres, l'usure des électrodes et l'état de surface résultant. Ils ont constaté qu'il n'était pas nécessaire de modifier les paramètres EDM pour les pièces imprimées et que l'usure des électrodes était comparable à celle des inserts non imprimés. Il n'y avait pas de différences notables dans la finition de surface.
Après le post-usinage, l'insert a été installé dans le moule et utilisé pour produire des pièces en plastique acétal, un matériau plastique non abrasif à faible frottement. La température du plastique lors de l’injection dans le moule est d’environ 205°C (401°F) et le moule lui-même est maintenu entre environ 82 et 121°C. Un test d'environ 100 cycles n'a révélé aucun défaut dans les pièces en plastique produites et l'insert imprimé en 3D ne présentait aucun signe d'usure.
Le succès de l’évaluation initiale montre le potentiel du Studio System dans les applications de moulage par injection. Le système permet aux fabricants de moules d'injection d'améliorer leurs procédures et de tirer parti des avantages de la fabrication additive sans recourir à des fournisseurs tiers. Cela inclut une utilisation réduite du matériau et l'impression avec un remplissage à cellules fermées, ce qui entraîne une réduction des coûts et la possibilité de créer des pièces légères tout en conservant la résistance à l'usure requise par les applications d'outillage. En réponse aux besoins de modifications de conception inattendues ou d’un délai d'exécution plus court, Studio System permet aux fabricants de moules d'itérer leurs conceptions plus rapidement et à un coût inférieur à celui de la sous-traitance auprès d'un service de moulage tiers. Les tests de suivi porteront notamment sur la souplesse de conception du Studio System pour produire des inserts de moule dotés de canaux de refroidissement conformes à la forme de la cavité du moule. Cela permet un refroidissement uniforme de la pièce en plastique immédiatement après l'injection afin de réduire les « points chauds » et optimiser la qualité de la pièce au-delà des méthodes de fabrication traditionnelles. Des tests supplémentaires comprendront également l’impression avec l’acier d’outillage H13, un matériau couramment utilisé dans cette application.
CADvision innove grâce à l'impression 3D dans la lutte contre les moustiques
Lire l’article
Le polycarbonate (PC) est un thermoplastique d'ingénierie, connu pour son excellente résistance mécanique, sa résistance à la chaleur, sa résistance aux chocs et sa clarté optique, il joue un rôle majeur dans l'industrie...
Lire l’article
Schneider Electric optimise l'efficacité de sa production avec l'INTAMSYS FUNMAT PRO 310 NEO
Lire l’article