

La stéréolithographie reste, en 2026, la référence absolue pour produire des pièces en résine d'une finesse inégalée par les autres technologies de fabrication additive. Ce procédé inventé en 1986 par Chuck Hull, fondateur de 3D Systems, photopolymérise une résine liquide couche par couche pour construire des pièces dont la précision atteint le micromètre. Du dentaire à l'aérospatial en passant par la joaillerie et la micro-mécanique, la stéréolithographie s'impose là où les procédés FDM ou MJF montrent leurs limites.
Cet article traite du procédé technique en lui-même et compare les trois grandes familles de stéréolithographie utilisées aujourd'hui : SLA, DLP et MJP. Si vous cherchez plutôt un guide général sur les imprimantes 3D résine, consultez le guide complet sur le fonctionnement d'une imprimante 3D résine publié par Cadvision. Ici, nous entrons dans la mécanique fine du procédé, les écarts technologiques entre les variantes et les choix matériaux qui en découlent.
Quel est le principe physique de la stéréolithographie ?
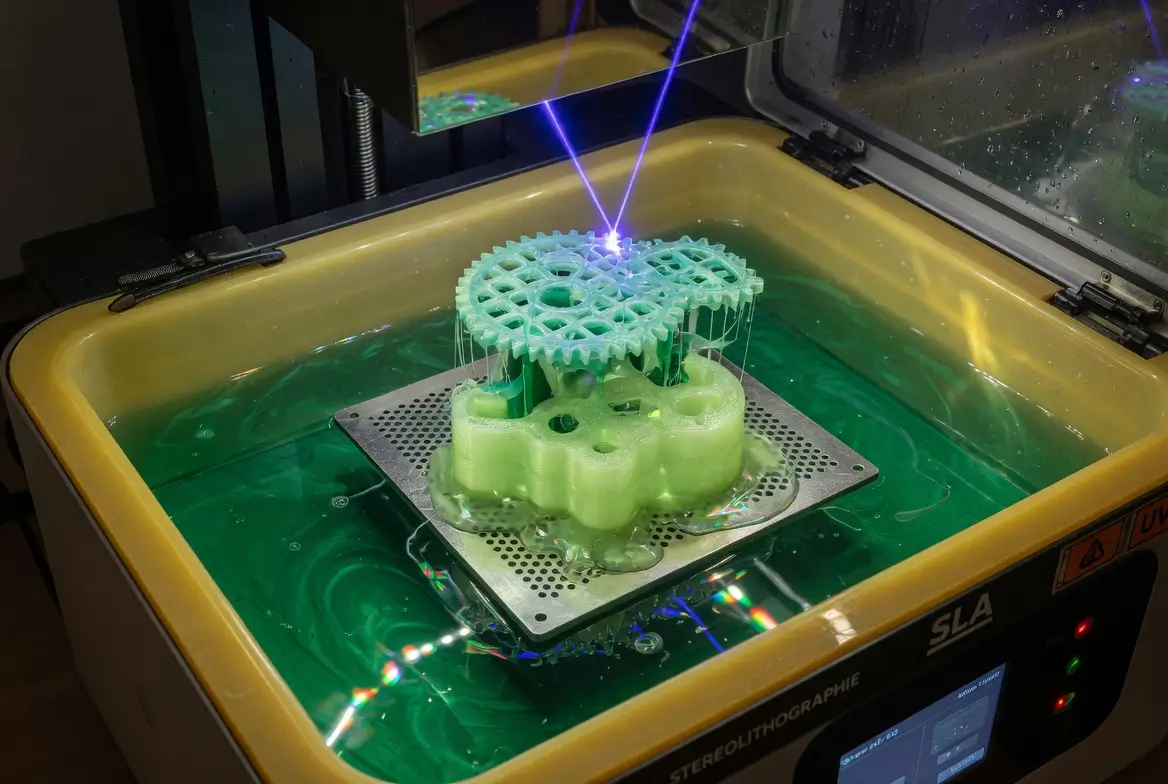
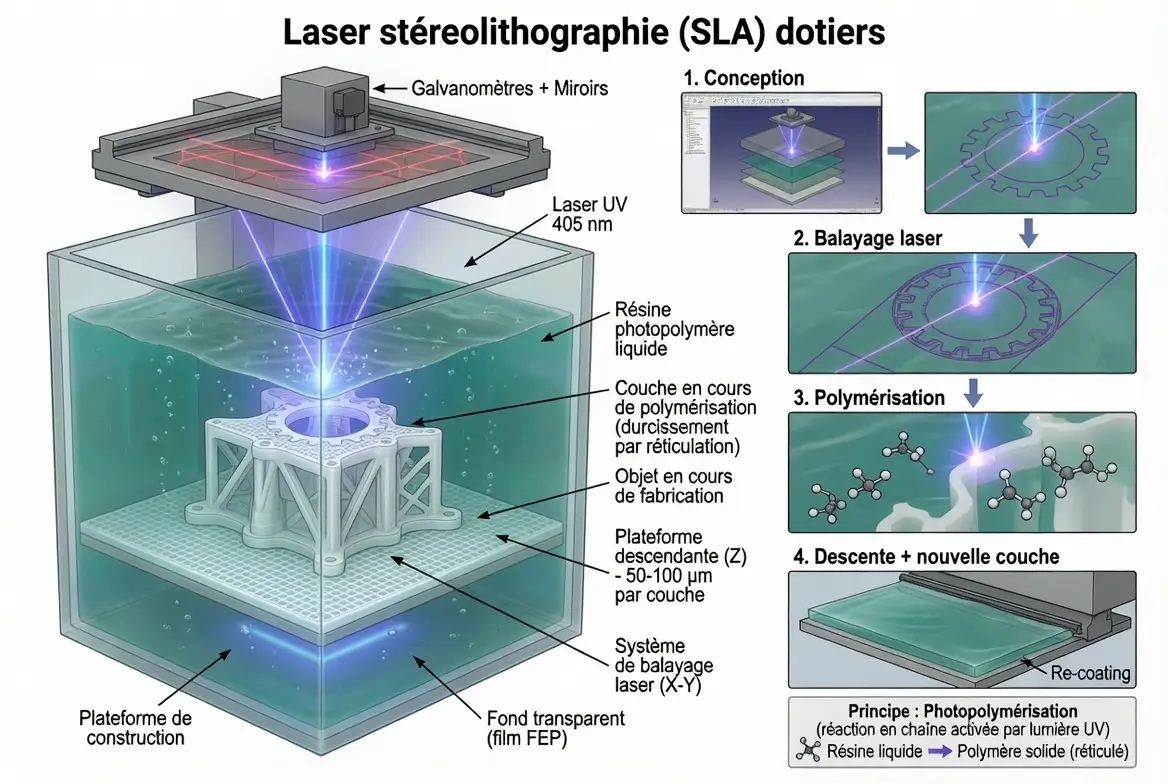
La stéréolithographie repose sur la photopolymérisation, une réaction chimique qui transforme une résine liquide UV-réactive en solide sous l'effet d'une longueur d'onde précise, en général 385 ou 405 nanomètres. Quand le rayonnement frappe la surface du bac, les monomères et oligomères de la résine se réticulent en chaînes polymères, ce qui durcit le liquide à l'endroit exact exposé. La pièce se construit ainsi couche par couche, chaque tranche venant s'accrocher à la précédente.
Trois éléments conditionnent la qualité d'une impression en stéréolithographie : la source lumineuse, le système de balayage ou de masquage, et la résine elle-même. Selon la combinaison choisie, on obtient une variante du procédé : SLA pour le laser, DLP pour la projection numérique, MJP pour le jet de matière. Cadvision distribue les imprimantes ETEC, leader industriel en DLP, ainsi que des solutions résine pour l'industrie médicale et la production en série.
- Photopolymérisation : réaction chimique déclenchée par la lumière UV, qui transforme la résine liquide en pièce solide
- Longueur d'onde : 385 ou 405 nm selon le matériau, calibrée pour activer le photo-initiateur sans surdose
- Couches : épaisseur Z de 25 à 100 microns en standard, jusqu'à 10 microns pour les applications dentaires
- Plateau : la pièce se construit soit par le bas (bottom-up) soit par le haut (top-down) selon la machine
- Post-traitement : lavage à l'IPA puis post-cure UV pour atteindre les propriétés mécaniques finales
La stéréolithographie se distingue donc nettement des procédés FDM (filament fondu) ou SLS (frittage de poudre). Là où le FDM dépose un cordon de matière fondue et le SLS fritte de la poudre, la stéréolithographie fige une résine liquide à la lumière. Cette différence fondamentale explique la finesse exceptionnelle des pièces obtenues, mais aussi les contraintes spécifiques (post-traitement, tenue UV, anisotropie réduite).
Quelle est la différence entre SLA, DLP et MJP ?
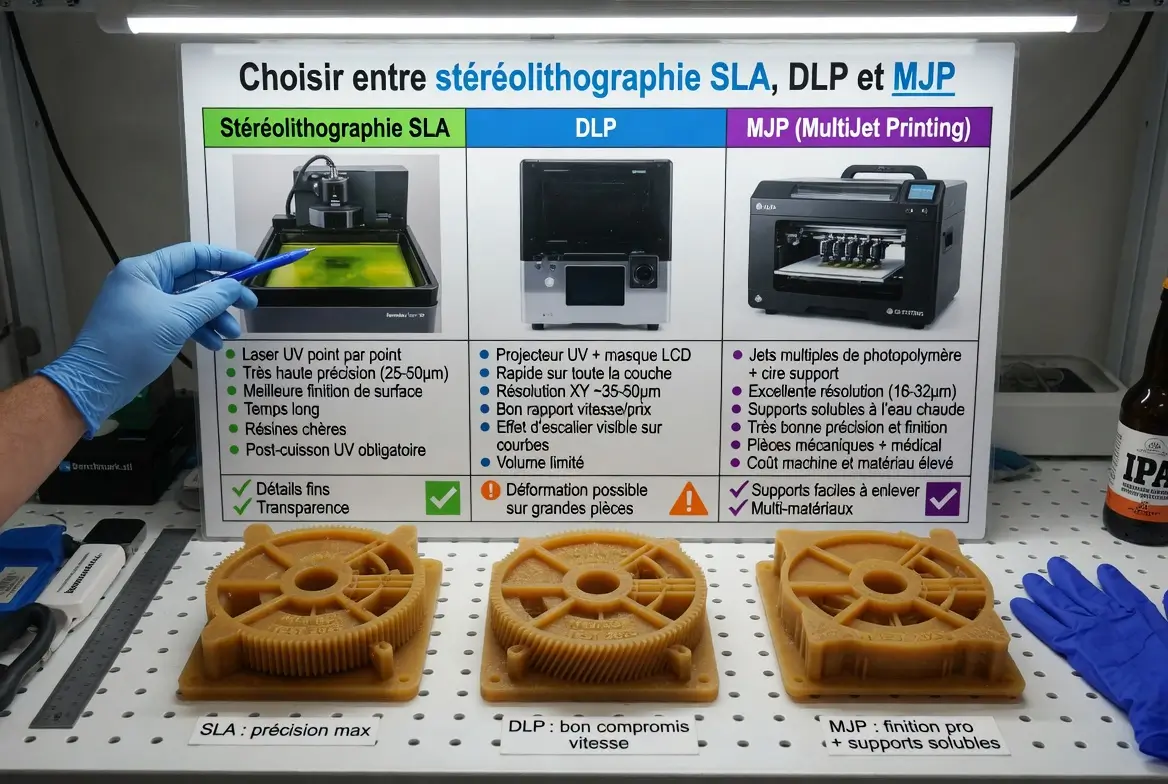
Les trois procédés de stéréolithographie partagent la même logique de photopolymérisation, mais diffèrent radicalement par leur source lumineuse et leur méthode d'exposition. Le SLA utilise un laser UV qui balaye la surface point par point, le DLP projette toute la couche d'un coup avec un projecteur numérique, et le MJP dépose la résine en gouttes via des têtes piézoélectriques avant durcissement immédiat. Cette différence de principe se traduit par des écarts mesurables en vitesse, en résolution et en taille de pièce maximale.
En 2026, le DLP s'impose en production série pour sa vitesse et sa répétabilité, tandis que le SLA reste roi sur les très grandes pièces et le MJP excelle en multi-matériaux et multi-couleurs. Le choix du procédé dépend donc de votre cahier des charges : volume de pièces, tolérances, état de surface, mais aussi budget machine et coût de la résine.
- SLA : laser UV mono-faisceau, balayage galvanométrique, pièce produite point par point
- DLP : projecteur DMD (Digital Micromirror Device), exposition d'une couche entière en quelques secondes
- MJP : têtes d'impression à jet, dépôt de gouttes de résine et de support solubles ou cires
- Vitesse : DLP largement devant, MJP intermédiaire, SLA plus lent mais constant
- Résolution XY : DLP dépend du projecteur (jusqu'à 35 microns en 8K), SLA dépend du diamètre du laser, MJP atteint 600 dpi natif
Pour un industriel, comprendre cette typologie est crucial avant tout investissement. Cadvision accompagne ses clients dans cette analyse via un audit applicatif qui croise vos pièces, vos cadences et votre exigence qualité. Découvrez le catalogue d'imprimantes 3D Cadvision pour identifier la machine adaptée à votre besoin.
Comment fonctionne la stéréolithographie laser (SLA) ?
Le procédé SLA, acronyme de Stereolithography Apparatus, utilise un faisceau laser UV dirigé par deux miroirs galvanométriques qui balayent la surface de la résine selon le contour exact de chaque couche. Le laser, généralement d'une puissance de 250 mW à 1 W, parcourt successivement les contours puis hachure l'intérieur de la pièce. Cette précision optique du SLA permet d'atteindre des détails très fins, ce qui en fait le choix historique des bijoutiers et des prototypistes haut de gamme.
Le principal atout du SLA est sa scalabilité : contrairement au DLP, dont la résolution dépend du projecteur, un laser SLA conserve la même précision quelle que soit la taille du plateau. Formlabs avec sa Form 4, 3D Systems avec ses ProX et SLA 750, ou encore les machines grand format de RPS et UnionTech illustrent cette diversité. La stéréolithographie SLA reste donc le procédé de référence pour les pièces dépassant 50 cm dans une dimension.
- Spot laser : diamètre 75 à 140 microns selon la machine, déterminant la finesse de détail accessible
- Vitesse de balayage : 5 à 15 mètres par seconde, ralentit avec la complexité géométrique
- Résines compatibles : standard, tough, durable, castable, biocompatibles, hautes températures
- Anisotropie : très faible, propriétés mécaniques homogènes en X, Y et Z après post-cure
- Limite : production série lente, plus adapté au prototypage et aux pièces unitaires complexes
Le SLA reste une technologie pertinente pour de nombreux usages, mais son rythme de production limite son intérêt en série industrielle. C'est pourquoi de plus en plus d'industriels migrent vers le DLP, qui parallélise l'exposition et accélère drastiquement les cadences sans sacrifier la qualité.
Pourquoi le DLP révolutionne-t-il la production série en stéréolithographie ?
Le DLP (Digital Light Processing) projette une image complète de la couche en une seule exposition, là où le SLA doit balayer chaque trait. Concrètement, un projecteur équipé d'une matrice DMD de Texas Instruments envoie un masque numérique précis sur le bac de résine, et chaque pixel correspond à une zone à durcir. Résultat : une couche peut être polymérisée en 1 à 8 secondes seulement, quel que soit le nombre de pièces présentes sur le plateau. C'est ce qui fait du DLP la technologie de stéréolithographie privilégiée en production série en 2026.
L'ETEC Xtreme 8K, distribué par Cadvision, illustre parfaitement la maturité industrielle du DLP. Sa résolution native de 35 microns en XY, son volume utile de 320 x 195 x 400 mm et sa stabilité thermique en font une référence pour la production de pièces dentaires, de petits engrenages, de connecteurs ou de moules de précision. Plusieurs ateliers Cadvision rapportent des gains de cadence de 6 à 10 fois face à un SLA équivalent. Pour aller plus loin, consultez les caractéristiques détaillées de l'ETEC Xtreme 8K.
- Exposition parallèle : toute la couche durcit simultanément, indépendamment du nombre de pièces
- Résolution 8K : matrice DMD jusqu'à 7680 x 4320 pixels, soit un pixel à 35 microns
- Voxel uniforme : chaque cube élémentaire reçoit une dose UV identique, gage de répétabilité
- Compensation optique : algorithmes anti-distorsion pour garantir la précision en bord de plateau
- Productivité : un plateau plein peut être imprimé dans le même temps qu'une pièce unique
Pour les industriels qui produisent des séries de plusieurs centaines à milliers de pièces, le DLP offre un coût unitaire imbattable. Cadvision propose également des résines techniques spécifiques au DLP, notamment la résine haute température DLP capable de tenir jusqu'à 300 °C en post-cure, idéale pour les moules d'injection silicone et les outillages.
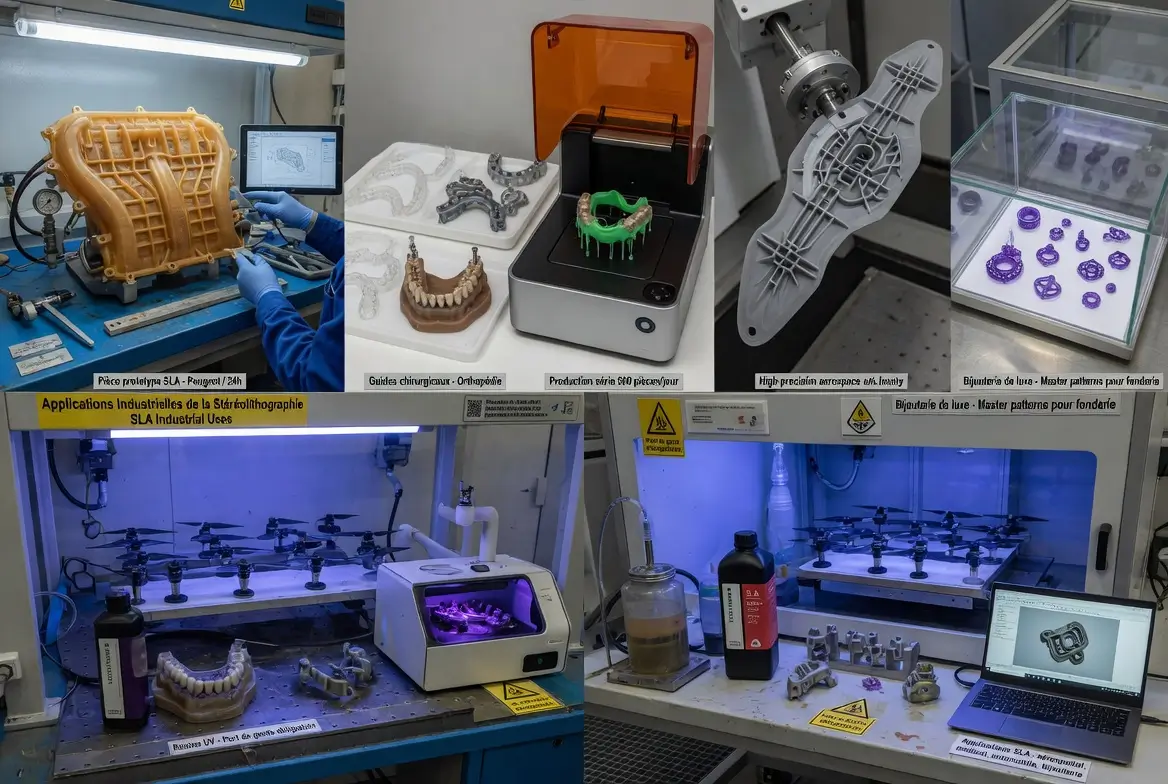
Quelles sont les applications industrielles de la stéréolithographie en 2026 ?
La stéréolithographie couvre aujourd'hui une diversité d'applications industrielles que les autres procédés peinent à concurrencer. Le dentaire représente le premier secteur en volume, avec les modèles d'études, les gouttières d'orthodontie, les guides chirurgicaux et les couronnes provisoires. Selon France Additive, plus de 60 % des laboratoires dentaires français sont équipés en imprimantes 3D résine, principalement DLP. La micro-mécanique horlogère, l'aéronautique et le médical complètent ce paysage.
En joaillerie, la stéréolithographie permet de produire des modèles en cire calcinable utilisés pour la fonte à la cire perdue, avec un état de surface qui réduit le polissage de 40 à 60 % par rapport aux moulages classiques. Cadvision a accompagné plusieurs créateurs en bijouterie ainsi que des laboratoires dentaires sur le passage de l'usinage CNC vers le DLP, avec des gains de productivité documentés et un meilleur respect des tolérances. Pour découvrir les résines dentaires Cadvision, le catalogue détaille les certifications biocompatibilité par usage.
- Dentaire : modèles, gouttières, guides chirurgicaux, couronnes, prothèses, classes IIa biocompatibles
- Aérospatial : conduits internes, prototypes aérodynamiques, outillages composite, pièces non structurelles
- Joaillerie : modèles en cire calcinable pour fonte à la cire perdue, finesse de gravure inégalée
- Micro-mécanique : engrenages, connecteurs, supports de capteurs, prototypes électroniques
- Médical : maquettes anatomiques, instruments chirurgicaux usage unique, dispositifs sur mesure
- Audiologie : embouts d'aides auditives sur mesure, l'un des plus gros volumes mondiaux en SLA et DLP
Ces applications partagent un point commun : elles exigent une précision dimensionnelle et un état de surface que seule la stéréolithographie garantit à des cadences industrielles. Pour une vue d'ensemble du marché, l'association France Additive publie chaque année un panorama sectoriel détaillé.
Quels matériaux et résines pour la stéréolithographie ?
Les résines pour stéréolithographie ont énormément progressé en 2026 : on est passé d'une poignée de résines génériques à plus de 250 références techniques disponibles sur le marché. Chaque famille répond à un cahier des charges précis : transparence optique, résistance thermique jusqu'à 300 °C, biocompatibilité ISO 10993, ductilité similaire à un ABS, ou encore résistance à l'abrasion. Les fabricants ETEC, Henkel, BASF et Carbon DLS proposent des gammes complètes adaptées à chaque procédé.
Le post-traitement reste indispensable : après impression, la pièce passe au lavage à l'IPA pour évacuer la résine non polymérisée, puis subit un post-cure UV qui complète la réticulation et stabilise les propriétés mécaniques. Sans ce double passage, une pièce SLA ou DLP affiche des performances très inférieures à ses caractéristiques annoncées. Cadvision propose des fours de post-cure et des stations de lavage automatisées pour intégrer ces étapes en production.
- Engine : résines mécaniques type ABS-like, idéales pour prototypage fonctionnel et pièces d'usage
- Industrial : résines techniques résistantes au choc, à la traction et à la fatigue cyclique
- Med : résines biocompatibles classes I et IIa pour dispositifs médicaux et dentaires
- HT : résines haute température, point de fléchissement sous charge jusqu'à 300 °C après cuisson
- Dental : gammes spécialisées pour gouttières, guides, modèles, couronnes, agréées CE
- Castable : résines cire calcinables sans cendres, dédiées à la joaillerie et au dentaire premium
Pour les pièces frittées ou les céramiques techniques imprimées en stéréolithographie, Cadvision intègre également le four de frittage PureSinter dans ses solutions. Ce matériel est essentiel pour atteindre la densité finale et les propriétés mécaniques des résines chargées en oxyde de zirconium, alumine ou fer.
Comment choisir entre stéréolithographie SLA, DLP et MJP ?
Le choix entre SLA, DLP et MJP dépend de quatre paramètres principaux : le volume des pièces à produire, la cadence attendue, la précision exigée et le budget machine. Pour une PME qui prototype des pièces unitaires complexes ou des objets de grande dimension, le SLA reste le plus pertinent. Pour un laboratoire dentaire ou un industriel en production série, le DLP s'impose. Pour les bijoutiers haut de gamme ou les bureaux d'études multi-matériaux, le MJP apporte une polyvalence unique.
Quand vous arbitrez entre ces procédés de stéréolithographie, n'oubliez pas le coût total de possession : prix de la machine, consommables, post-traitement, énergie, formation, contrats de maintenance. Une imprimante DLP industrielle comme l'ETEC Xtreme 8K présente un retour sur investissement plus rapide qu'un SLA équivalent dès que vous dépassez 200 pièces par mois. Cadvision réalise ce calcul avec ses prospects via un audit applicatif gratuit qui croise vos volumes, vos tolérances et votre budget.
- Petits volumes, grandes pièces : SLA grand format type 3D Systems ProX 950 ou UnionTech
- Production série précise : DLP industriel ETEC Xtreme 8K ou EnvisionTec Envision One
- Multi-matériaux et couleur : MJP de 3D Systems ProJet ou Stratasys J55 PolyJet
- Budget contraint : DLP de bureau type Phrozen Sonic Mighty ou Anycubic Photon Mono
- Médical biocompatible : Formlabs Form 4B ou ETEC Envision Plus pour résines dentaires
Cadvision est partenaire officiel ETEC, EnvisionTec et Phrozen, ce qui permet de comparer objectivement les solutions et d'éviter les choix monobranches. L'équipe technique vous accompagne sur le pilote, la formation des opérateurs et le suivi en production. Pour vous orienter, le catalogue complet d'imprimantes 3D liste les modèles disponibles avec leurs caractéristiques détaillées.
Quelles sont les limites et précautions de la stéréolithographie ?
Aussi performante soit-elle, la stéréolithographie impose plusieurs précautions que tout industriel doit anticiper avant de s'équiper. La première concerne la sensibilité des résines à la lumière ambiante et aux UV : une fois la pièce imprimée, son exposition prolongée au soleil peut accélérer son vieillissement, sauf à choisir une résine spécifiquement stabilisée. La seconde porte sur les supports d'impression, presque toujours nécessaires en SLA et DLP, qui demandent un travail de finition au scalpel ou en sablage.
Enfin, la manipulation des résines liquides exige des EPI adaptés : gants nitrile, lunettes UV et bonne ventilation. La norme ISO 10993 et les fiches de données de sécurité encadrent strictement leur usage, particulièrement en environnement médical. Cadvision forme systématiquement les utilisateurs lors de l'installation pour respecter ces protocoles, et ces points sont également développés dans le guide sur le post-traitement en impression 3D.
- Anisotropie : très faible mais pas nulle, prévoir une orientation de pièce optimisée pour les efforts
- UV et chaleur : certaines résines vieillissent au soleil, choisir une formulation stabilisée pour l'extérieur
- Supports : indispensables en SLA et DLP, demandent finition manuelle ou sablage léger
- Sécurité : EPI obligatoires (gants, lunettes UV), aération du poste, gestion des déchets liquides
- Précision dimensionnelle : prévoir un retrait moyen de 0,5 à 1,5 % à compenser dans le slicer
Maîtriser ces limites permet de tirer le meilleur parti du procédé et de garantir des pièces conformes en production. Une formation initiale de deux à trois jours suffit en général à former un opérateur sur une stéréolithographie DLP ou SLA professionnelle, à condition de suivre un protocole rigoureux d'entretien et de calibration.
Questions fréquentes sur la stéréolithographie
Quelle différence entre stéréolithographie et impression 3D résine ?
La stéréolithographie est une famille spécifique d'impression 3D résine, qui regroupe les procédés SLA, DLP et MJP. L'expression « impression 3D résine » est un terme générique qui inclut aussi des variantes plus marginales comme le LCD-SLA (écran LCD masqueur), parfois nommé MSLA. Toutes ces technologies reposent sur la photopolymérisation d'une résine UV, mais elles diffèrent par leur source lumineuse, leur précision et leur cadence. La stéréolithographie au sens strict désigne historiquement le procédé SLA inventé en 1986, mais l'usage industriel élargit aujourd'hui le terme à toutes les impressions résine professionnelles. Pour un panorama complet, consultez le guide Cadvision sur les imprimantes 3D résine.
Quelle précision peut-on atteindre en stéréolithographie ?
Une imprimante de stéréolithographie professionnelle atteint une précision Z de 25 à 100 microns en couche standard, et descend à 10 microns pour les applications dentaires ou la micro-mécanique. En XY, la résolution dépend du procédé : un laser SLA produit un spot de 75 à 140 microns, alors qu'un projecteur DLP 8K offre un pixel à 35 microns. La précision dimensionnelle finale d'une pièce, après post-cure et compensation du retrait, se situe généralement entre 50 et 150 microns sur 100 mm. Cette précision est environ dix fois supérieure à celle du FDM courant et reste suffisante pour la plupart des applications mécaniques, médicales et de prototypage haut de gamme. Pour des tolérances inférieures à 50 microns, la stéréolithographie DLP industrielle est le procédé de choix.
Quelle est la durée de vie des pièces en stéréolithographie ?
La durée de vie d'une pièce en stéréolithographie dépend principalement de la résine choisie et de son environnement d'usage. Une résine standard non stabilisée se dégrade en quelques mois sous exposition UV directe. À l'inverse, une résine technique comme une Engine ABS-like ou une résine HT haute température conserve ses propriétés mécaniques pendant plusieurs années en intérieur. Pour des pièces destinées à l'extérieur ou à un environnement industriel exigeant, il faut sélectionner une résine spécifiquement stabilisée UV, ou peindre la pièce après post-traitement. En 2026, plusieurs fabricants proposent des résines garanties pour usage extérieur prolongé. Cadvision conseille ses clients sur le choix adapté en fonction du cahier des charges.
La stéréolithographie convient-elle à la production en série ?
Oui, mais à condition de choisir le bon procédé et la bonne machine. Le SLA reste plus adapté au prototypage ou aux pièces unitaires en raison de sa cadence limitée. En revanche, le DLP industriel est aujourd'hui parfaitement compatible avec une production série de plusieurs milliers de pièces par mois, comme le démontre l'ETEC Xtreme 8K déployé chez plusieurs clients Cadvision. Le secret réside dans la parallélisation : un plateau plein de pièces s'imprime aussi vite qu'une pièce unique. Avec le bon flux automatisé (lavage et post-cure inclus), une cellule DLP peut produire 24 heures sur 24 et atteindre des coûts unitaires compétitifs face à l'injection plastique pour des séries jusqu'à 10 000 pièces.
Combien coûte une imprimante de stéréolithographie professionnelle ?
Le prix varie énormément selon le procédé et la classe machine. Une imprimante DLP de bureau démarre autour de 3 000 euros, alors qu'une SLA professionnelle entrée de gamme se situe entre 15 000 et 25 000 euros. Les machines DLP industrielles comme l'ETEC Xtreme 8K se positionnent entre 80 000 et 200 000 euros, et les SLA grand format dépassent fréquemment 250 000 euros. Le MJP haut de gamme, comme un 3D Systems ProJet 5600, atteint 300 000 euros. Au-delà du prix d'achat, il faut intégrer le coût des résines (de 80 à 500 euros le litre selon la formulation), du post-traitement, et de la maintenance. Cadvision propose un calcul de retour sur investissement personnalisé pour chaque projet.
Quelle est la différence entre stéréolithographie et frittage laser SLS ?
La stéréolithographie utilise une résine liquide photopolymérisée par UV, alors que le frittage SLS (Selective Laser Sintering) fritte une poudre thermoplastique avec un laser haute puissance. Les deux procédés produisent des pièces précises, mais avec des propriétés mécaniques très différentes. Le SLS donne des pièces robustes en polyamide isotropes, sans supports, idéales pour le fonctionnel et l'aéronautique. La stéréolithographie offre un état de surface très supérieur, des détails plus fins, mais des résines parfois plus fragiles aux chocs. Le SLS est par ailleurs plus rapide pour des grands volumes simples, alors que la stéréolithographie excelle sur des pièces fines et complexes. Cadvision distribue les deux familles de technologies pour adapter le procédé à votre application.
La stéréolithographie est aujourd'hui une technologie mature et incontournable de la fabrication additive, que ce soit en prototypage haut de gamme, en production série dentaire ou en pièces techniques sur mesure. Pour identifier la solution SLA, DLP ou MJP la mieux adaptée à votre cahier des charges, contactez les experts Cadvision et bénéficiez d'un audit applicatif gratuit ainsi que d'une démonstration sur vos pièces.