

Le Multi Jet Fusion, souvent abrégé MJF, désigne le procédé d'impression 3D plastique conçu par HP en 2016 pour répondre aux besoins de petites et moyennes séries industrielles. Ce procédé combine la précision d'un dépôt par tête jet d'encre et la vitesse d'une fusion de lit de poudre, ce qui le distingue radicalement du frittage laser sélectif. En 2026, le Multi Jet Fusion équipe des industriels comme Volkswagen, BMW, Decathlon, Cetim ou Erpro Group pour la production de pièces mécaniques fonctionnelles.
Pour intégrer le Multi Jet Fusion à votre pipeline de fabrication additive, il faut d'abord comprendre la mécanique du procédé, les matériaux compatibles et les coûts de production réels. Cadvision, expert français en impression 3D industrielle, distribue les solutions HP MJF, EOS, Stratasys et Formlabs depuis ses bureaux parisiens et accompagne plus de 800 clients industriels. L'équipe technique aide à arbitrer entre Multi Jet Fusion, SLS et FDM selon la cadence visée, le matériau cible et le budget pièce.
Comment fonctionne concrètement la technologie Multi Jet Fusion ?
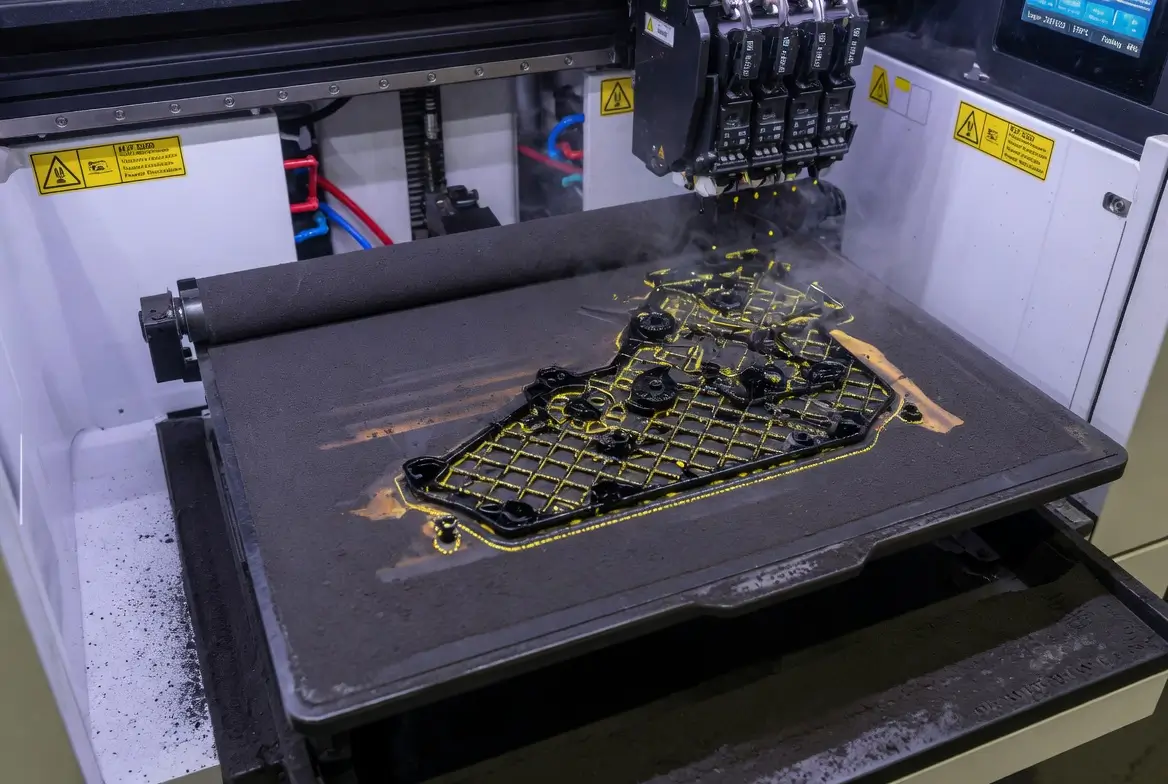
Le Multi Jet Fusion repose sur un principe original de fusion par agents chimiques. La machine dépose une fine couche de poudre polymère, généralement du PA12, sur une plateforme chauffée à 160 °C environ. Une tête d'impression projette ensuite deux fluides spécifiques sur les zones à solidifier.
L'agent fusing, riche en absorbeurs infrarouges, marque les contours de la pièce. L'agent detailing, qui contient des inhibiteurs thermiques, est appliqué autour des bords pour préserver la netteté du détail. Ensuite, une lampe IR balaye la couche et fusionne uniquement les zones marquées par l'agent fusing. La plateforme descend, et le cycle recommence couche après couche jusqu'à finir la pièce.
- Étalement de la poudre : un rouleau dépose une couche de 80 microns de poudre PA12 préchauffée
- Application des agents : les têtes Thermal Inkjet projettent fusing et detailing avec une résolution de 1 200 dpi
- Fusion thermique : la lampe infrarouge chauffe la couche, fait fondre les zones traitées et préserve les bords
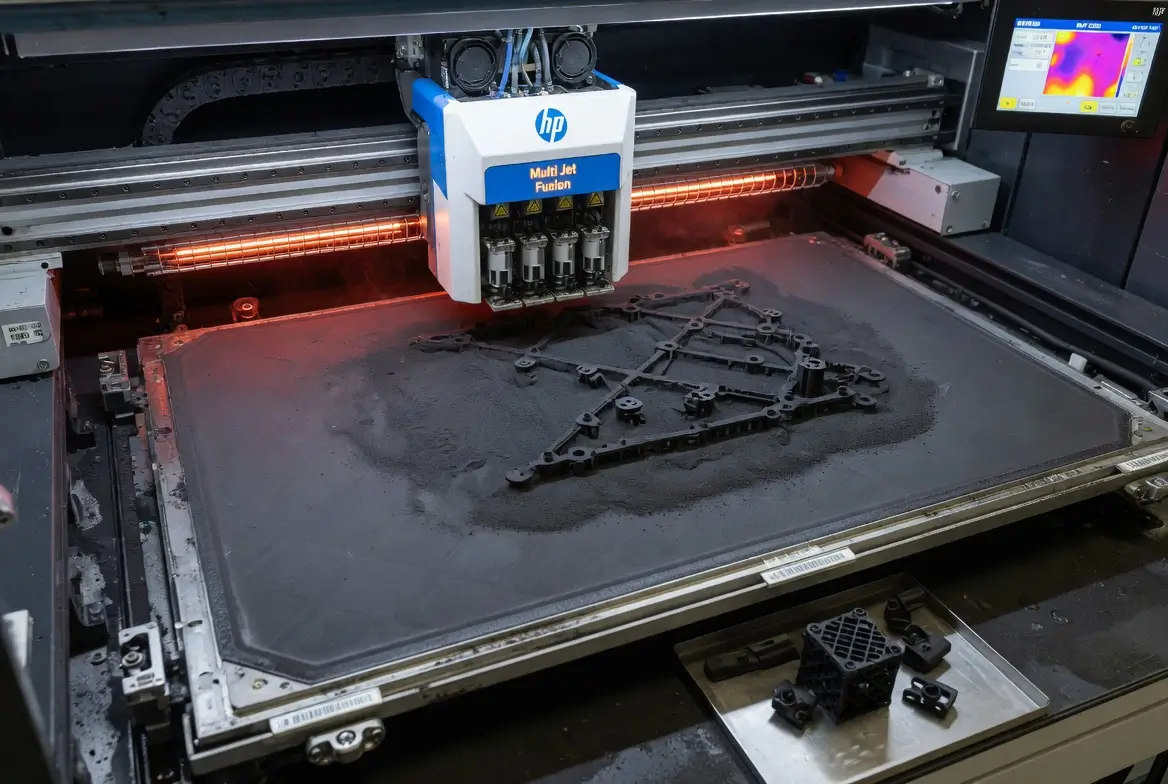
- Refroidissement post-impression : le bac de poudre refroidit pendant 8 à 12 heures avant le dépoudrage
- Récupération matière : 80 % de la poudre non fusionnée est réutilisable au cycle suivant, ce qui réduit le coût pièce
Le Multi Jet Fusion exploite donc deux innovations clés. D'une part, la fusion par agents qui remplace le laser ponctuel du SLS. D'autre part, la projection inkjet multi-buses qui couvre toute la largeur du plateau en un seul passage. Mais cette combinaison change radicalement la cadence de production.
Quels matériaux sont compatibles avec le Multi Jet Fusion ?
Le Multi Jet Fusion exploite aujourd'hui une bibliothèque matériaux qui s'élargit chaque année. HP a ouvert sa plateforme à des partenaires comme BASF, Evonik ou Lubrizol, ce qui a démocratisé l'accès à des polymères techniques et flexibles. En 2026, le panel compte une dizaine de poudres certifiées par HP pour ses imprimantes MultiFusion 4200 et 5200.
Le PA12 reste le matériau de référence du Multi Jet Fusion. Mais le PA11 d'origine biosourcée et le TPU élastomère ouvrent désormais des cas d'usage qu'aucune autre techno SLS ne couvre aussi bien. Pour comparer les matériaux selon votre application, le guide comparatif des matériaux d'impression 3D de Cadvision détaille les arbitrages techniques.
- PA12 HP 3D HR : polyamide rigide, dureté Shore D 80, résistance à la traction 48 MPa, idéal pour les pièces mécaniques
- PA11 HP 3D HR : biosourcé à base d'huile de ricin, allongement à la rupture 50 %, parfait pour les pièces qui subissent des chocs
- PA12 Glass Beads (PA12GB) : chargé en billes de verre, rigidité accrue, stabilité dimensionnelle pour gabarits et fixtures
- TPU Estane M95A : élastomère thermoplastique souple, dureté Shore A 95, conçu pour semelles, joints et amortisseurs
- PP (polypropylène) : résistance chimique, faible densité, retenu pour les fluides industriels et l'industrie automobile
- Ultrasint TPU01 (BASF) : TPU technique adapté au secteur médical, biocompatible selon ISO 10993
Cette palette élargie autorise donc le passage du prototype au pré-série sans changer de procédé. Un industriel peut valider un design en PA12, le faire évoluer vers du PA11 pour gagner en ductilité, puis basculer en TPU pour des composants flexibles. Pour les matériaux haute performance complémentaires, la gamme polyamides PA6, PA6/66 et PA12 chargés carbone de Cadvision répond aux contraintes mécaniques extrêmes.
MJF vs SLS vs FDM : quelles différences techniques et économiques ?
Choisir entre Multi Jet Fusion, frittage laser sélectif (SLS) et dépôt de fil fondu (FDM) reste un arbitrage clé pour tout bureau d'études. Chaque technologie répond à un compromis vitesse-qualité-coût différent. Mais sur les volumes de 50 à 5 000 pièces, le MJF s'impose souvent grâce à sa cadence et son coût pièce maîtrisé.
Le SLS d'EOS ou Formlabs reste pertinent pour les très petites séries premium et les matériaux exotiques. Le FDM de Stratasys ou Markforged garde l'avantage pour les pièces XXL ou chargées fibres continues. Donc le bon choix dépend de la combinaison série, dimensions, matériau et finition recherchée.
Le tableau ci-dessus donne donc une vision synthétique. Mais pour décider, il faut aussi intégrer le post-traitement, la disponibilité matière et le ROI machine. Le livre blanc Cadvision sur le choix de la technologie d'impression 3D détaille la méthodologie d'arbitrage utilisée par les bureaux d'études français.
Quels sont les avantages industriels du Multi Jet Fusion ?
Le Multi Jet Fusion a séduit l'industrie pour cinq raisons mesurables. Quand on compare les volumes traités par jour, le PA12 issu d'une MultiFusion 5200 sort en moyenne 50 % plus vite qu'un même volume produit sur une EOS P396. Et la qualité mécanique reste équivalente, ce qui change l'équation économique des séries moyennes.
Mais l'avantage ne se résume pas à la cadence. Le procédé permet aussi une isotropie quasi-parfaite, c'est-à-dire que les pièces gardent les mêmes propriétés mécaniques dans les trois axes. Donc le bureau d'études n'a plus à orienter chaque pièce dans le bac pour optimiser la résistance, contrairement au FDM qui pénalise toujours l'axe Z.
- Vitesse de production : jusqu'à 10 fois supérieure au SLS sur des bacs comparables, idéale pour 100 à 5 000 pièces
- Coût matière maîtrisé : 80 % de poudre recyclable, là où le SLS plafonne souvent à 50 % de réutilisation
- Isotropie mécanique : performances homogènes sur les trois axes, contrairement à 30 % de chute sur l'axe Z en FDM
- Détails fins : résolution 1 200 dpi sur les têtes inkjet, parois jusqu'à 0,5 mm, lettrage embossé visible
- Pas de support : la poudre non fusionnée maintient les pièces, donc géométries complexes et imbrications libres
- Reproductibilité industrielle : variation dimensionnelle inférieure à ±0,3 mm sur des séries de 1 000 pièces
Ces atouts expliquent pourquoi le Multi Jet Fusion est devenu en cinq ans la technologie favorite des sous-traitants. Erpro Group, Initial Forme&Outils ou Sculpteo ont massivement investi dans des parcs MJF pour absorber les commandes industrielles. La concurrence s'est même intensifiée avec l'arrivée de procédés similaires comme le Voxeljet HSS ou la Stratasys SAF P3.
Quelles sont les limites et les contraintes du Multi Jet Fusion ?
Aucune technologie n'est parfaite, et le Multi Jet Fusion a ses propres limites qu'il faut connaître avant d'investir. La première contrainte concerne la palette de matériaux. Bien qu'elle s'élargisse, elle reste dominée par le PA12, alors que le SLS couvre le PEEK haute performance et le FDM accède à des dizaines de fils techniques.
Le procédé MJF présente aussi une finition uniforme mais grise par défaut. Pour obtenir des pièces blanches, colorées ou polies, il faut prévoir un post-traitement spécifique : teinture, surfaçage ou peinture. Donc le coût final intègre ces étapes, qui peuvent ajouter 1 à 4 euros par pièce selon la complexité.
- Couleur native : gris foncé ou noir selon le matériau, teinture obligatoire pour blanc, rouge ou vert
- Volume bac : 380 x 284 x 380 mm sur la 5200, ce qui limite les pièces XXL ou impose un découpage CAO
- Matériaux haute T° : pas encore de PEEK ou PEKK certifié MJF en 2026, contrairement au SLS d'EOS ou au FDM Stratasys
- Investissement initial : machine MultiFusion 5200 entre 280 000 et 360 000 euros, hors station de post-traitement
- Refroidissement : 8 à 12 heures de cooling avant dépoudrage, ce qui ralentit le cycle complet à 24-36 h
- Porosité résiduelle : autour de 1 %, donc imperméabilité non garantie sans surfaçage pour fluides sous pression
Pour une approche structurée du passage du prototype à la production, l'article guide de choix de la technologie d'impression 3D donne les critères à objectiver. Et pour ceux qui visent des matériaux haute performance, la combinaison FDM grand format et Multi Jet Fusion fait souvent sens, comme l'illustre le cas Parisse SA, où une stratégie multi-procédés a optimisé les délais de production.
Quels cas d'usage concrets adoptent le Multi Jet Fusion en 2026 ?
Le Multi Jet Fusion a conquis l'industrie automobile, le médical, l'aéronautique et le sport. Selon le rapport Wohlers 2025, plus de 30 % des pièces de production additive plastique en Europe sont aujourd'hui imprimées en MJF, contre 18 % en 2022. Cette progression s'explique par le ratio coût-volume-qualité que peu d'autres procédés atteignent.
Volkswagen utilise par exemple le Multi Jet Fusion pour les supports de tableau de bord de la T-Roc Cabriolet, en série limitée. Decathlon a basculé une partie des semelles de chaussures de trail Quechua MH900 sur TPU MJF, avec une cadence de 800 paires par jour. Mais les exemples les plus parlants viennent souvent du tissu industriel français.
- Automobile : pinces, fixations capot, carters de pompe à eau pour Renault et Stellantis, séries 200 à 2 000 pièces
- Médical : guides chirurgicaux personnalisés, prothèses orthopédiques, attelles sur mesure en PA11 biocompatible
- Aéronautique : conduits de ventilation cabine, carénages intérieurs Airbus Helicopters, qualifié EN9100
- Industrie générale : gabarits de montage, fixtures, outillages composites pour CNES, Thales et Safran
- Biens de consommation : montures de lunettes, coques d'écouteurs, accessoires sportifs en TPU et PA12
- Robotique : pinces de préhension, structures légères pour cobots, séries 50 à 500 pièces
Cette diversité montre la maturité du procédé. Le Multi Jet Fusion ne se cantonne plus au prototype rapide, il alimente directement les chaînes de production. Pour évaluer concrètement la machine adaptée à vos volumes, le catalogue des imprimantes 3D Cadvision détaille les modèles HP MJF et leurs configurations.
Combien coûte une pièce produite en Multi Jet Fusion ?
Le coût d'une pièce en Multi Jet Fusion dépend du volume, du matériau et du taux de remplissage du bac. Un calcul standard pour une pièce de 80 cm³ en PA12, sur un bac rempli à 70 %, donne entre 4 et 8 euros. Mais ce chiffre peut grimper à 18 euros si le bac est faiblement chargé ou si la pièce demande un post-traitement complexe.
Trois leviers conditionnent le prix final. D'abord, le taux de remplissage du bac : plus la machine produit en parallèle, plus le coût horaire se dilue. Ensuite, le matériau choisi : un PA12 standard tourne autour de 60 euros le kilo, contre 110 à 140 euros pour le TPU ou le PA11. Enfin, le post-traitement : sablage, teinture, surfaçage ou usinage CNC ajoutent chacun de 0,8 à 5 euros par pièce.
- Coût matière : 60-90 €/kg pour PA12, 110-140 €/kg pour PA11 et TPU, 80-100 €/kg pour PA12GB
- Coût machine : amortissement et maintenance autour de 35-50 €/heure sur une MultiFusion 5200
- Coût main d'œuvre : préparation, dépoudrage et tri, environ 12-18 €/heure, dilué sur tout le bac
- Post-traitement : sablage 0,8 €/pièce, teinture 1,5-3 €/pièce, surfaçage chimique 4-6 €/pièce
- Économie d'échelle : passage de 50 à 500 pièces fait baisser le coût unitaire de 30 à 45 % en moyenne
Les bureaux d'études qui maîtrisent ces variables peuvent rivaliser avec l'injection plastique sur des séries jusqu'à 5 000 pièces, sans investir 80 000 euros dans un moule. C'est la promesse même du Multi Jet Fusion : déplacer le seuil de rentabilité de la production additive vers des volumes plus élevés.
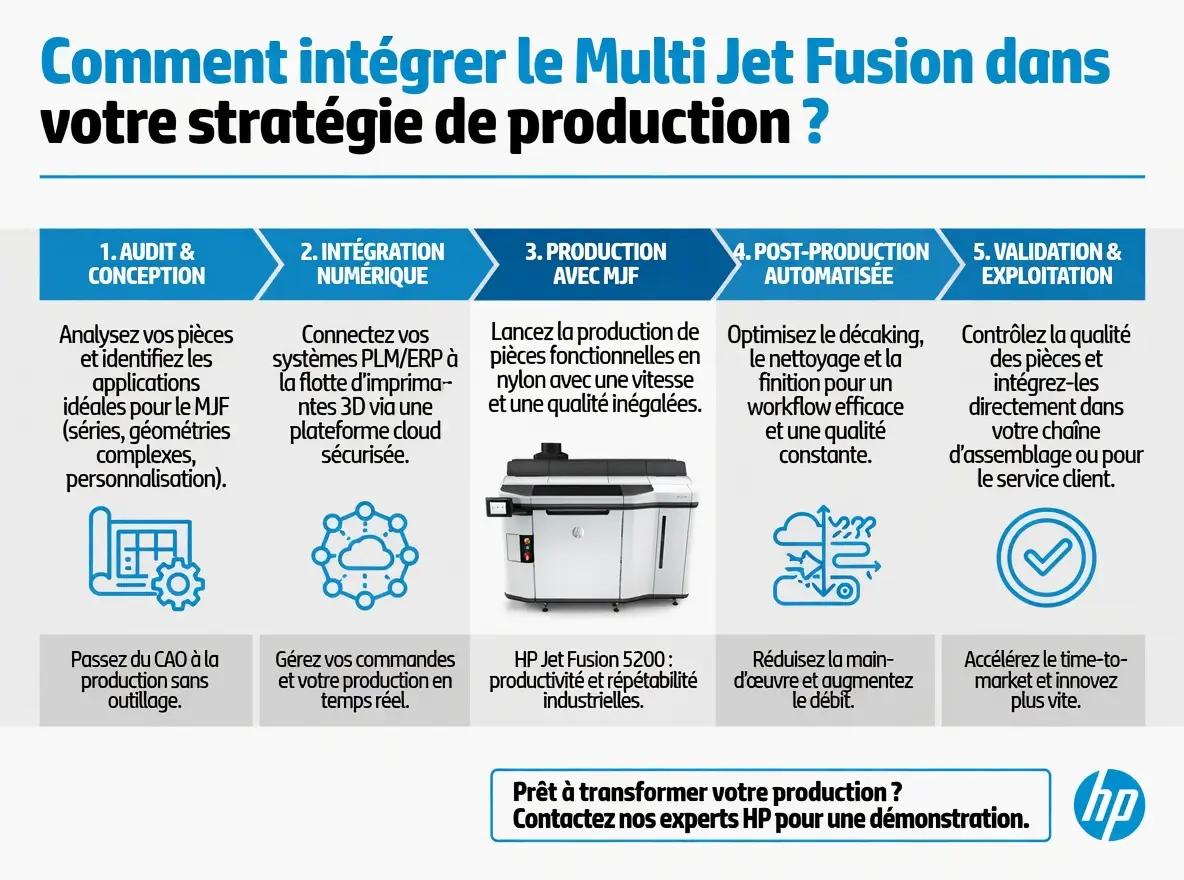
Comment intégrer le Multi Jet Fusion dans votre stratégie de production ?
Pour réussir l'intégration du Multi Jet Fusion dans votre pipeline industriel, il faut conjuguer trois éléments : un cahier des charges matériaux réaliste, un calcul ROI sur 3 à 5 ans et une stratégie de complémentarité avec les autres procédés. Selon France Additive, 64 % des PMI françaises qui ont adopté la fabrication additive utilisent au moins deux technologies en parallèle.
Cadvision intervient à chaque étape de cette intégration. L'équipe technique audite vos pièces actuelles, identifie celles qui passent le mieux en MJF, et calcule le coût pièce avant production. Mais le rôle ne s'arrête pas à la vente machine : Cadvision installe, forme les opérateurs, et accompagne la qualification série pendant les 12 premiers mois d'exploitation.
- Audit pièces : analyse de 20 à 50 références CAO, identification des candidats MJF prioritaires
- Validation matière : essais sur 5 à 10 pièces pilotes, mesure résistance traction, allongement et fatigue
- Calcul ROI : modèle économique sur 3-5 ans, comparaison avec injection plastique ou usinage CNC
- Formation opérateurs : 5 jours sur site Cadvision pour préparation bac, dépoudrage et maintenance
- Accompagnement série : revues qualité mensuelles, ajustement paramètres, optimisation cadence sur 12 mois
- Support pièces de rechange : stock têtes Thermal Inkjet et lampes IR garanti 48 heures en France
Cette approche méthodique évite les pièges classiques de la fabrication additive. Trop d'industriels achètent une machine sans avoir validé l'usage, ce qui se traduit par un parc sous-utilisé deux ans plus tard. Avec Cadvision, le taux d'occupation moyen des MJF installées dépasse 70 % dès la première année, contre 35 à 45 % pour des achats non accompagnés.
Questions fréquemment posées sur le Multi Jet Fusion
Quelle est la différence entre Multi Jet Fusion et frittage laser sélectif ?
Le Multi Jet Fusion utilise des agents chimiques et une lampe infrarouge pour fusionner la poudre, alors que le SLS utilise un laser ponctuel qui balaye couche par couche. Cette différence donne au MJF une cadence jusqu'à 10 fois supérieure sur des bacs équivalents. Le MJF garde aussi une isotropie mécanique meilleure, c'est-à-dire que les pièces gardent les mêmes propriétés sur les trois axes. En revanche, le SLS conserve l'avantage sur les matériaux haute performance comme le PEEK ou les TPE techniques. Pour des séries de 50 à 5 000 pièces en PA12 ou PA11, le Multi Jet Fusion reste donc le choix industriel le plus rentable. Cadvision distribue les deux technologies et oriente vers la solution adaptée selon les volumes et matériaux ciblés.
Quels matériaux peut-on imprimer en Multi Jet Fusion en 2026 ?
La bibliothèque Multi Jet Fusion comprend une dizaine de matériaux certifiés HP en 2026. Les plus courants restent le PA12 standard, le PA11 biosourcé, le PA12 chargé billes de verre (PA12GB) et le TPU élastomère. Le polypropylène (PP) a été ajouté en 2023 pour les applications fluidiques et chimiques. Des partenaires comme BASF avec son Ultrasint TPU01 ou Lubrizol avec ses TPU médicaux élargissent la palette pour les secteurs réglementés. Cependant, contrairement au SLS, le Multi Jet Fusion ne couvre pas encore le PEEK ou le PEKK haute température. Donc pour les pièces aéronautiques sous 250 °C continus, la combinaison FDM industriel et MJF reste souvent la meilleure approche.
Quel est le coût d'une imprimante Multi Jet Fusion HP ?
Le prix d'une imprimante Multi Jet Fusion HP varie selon le modèle et la configuration choisie. La MultiFusion 4200, dédiée aux PMI et bureaux d'études, démarre autour de 180 000 euros pour la machine seule. La MultiFusion 5200, série production avec automatisation accrue et bac plus grand, se situe entre 280 000 et 360 000 euros. À cela s'ajoute la station de traitement (Build Unit, Processing Station) qui représente environ 30 % du budget total. Donc l'investissement complet pour une cellule MJF 5200 atteint en moyenne 480 000 à 560 000 euros. Cadvision propose des solutions de financement, location longue durée et leasing pour étaler cet investissement sur 3 à 5 ans, ce qui rend la technologie accessible aux PMI.
Le Multi Jet Fusion convient-il pour des pièces médicales ?
Le Multi Jet Fusion est adapté aux applications médicales sous certaines conditions. Le PA12 et le PA11 HP 3D HR sont biocompatibles selon la norme ISO 10993-5 pour les contacts cutanés courts. Plusieurs fabricants utilisent déjà le MJF pour des guides chirurgicaux personnalisés, des attelles orthopédiques ou des montures de lunettes. Cependant, pour des dispositifs implantables ou des contacts prolongés avec les fluides biologiques, il faut viser des matériaux spécifiquement certifiés ISO 13485 et FDA. Cadvision oriente vers les TPU médicaux Ultrasint 01 ou les solutions SLS PEEK selon le niveau de réglementation visé. Une qualification matière complète demande typiquement 4 à 8 mois de tests, donc anticipez ce délai dans votre planning de mise sur le marché.
Combien de pièces peut-on imprimer en une seule nuit avec un Multi Jet Fusion ?
La capacité productive d'un Multi Jet Fusion dépend de la taille des pièces et du taux de remplissage du bac. Sur une MultiFusion 5200, un bac de 380 x 284 x 380 mm peut contenir jusqu'à 2 800 pièces de 30 cm³ chacune, soit l'équivalent d'un boîtier électronique standard. Le cycle d'impression pur dure 12 à 16 heures selon la hauteur de la pièce, suivi de 8 à 12 heures de refroidissement. Donc en pratique, une cellule MJF produit un bac complet par cycle de 24 à 36 heures, avec dépoudrage et tri en parallèle. Cette cadence permet à un sous-traitant équipé de 3 machines MJF de livrer 50 000 à 80 000 pièces par mois, ce qu'aucun parc SLS ne peut égaler à coût équivalent.
Quels post-traitements sont nécessaires après Multi Jet Fusion ?
Le post-traitement standard du Multi Jet Fusion comprend trois étapes systématiques. D'abord le dépoudrage, qui consiste à retirer la poudre non fusionnée par soufflage et brossage automatisé. Ensuite le sablage à billes de verre ou de céramique pour uniformiser la surface et éliminer les particules résiduelles. Enfin, selon l'application, des étapes optionnelles comme la teinture (souvent en noir profond ou couleurs RAL), le surfaçage chimique pour lisser l'aspect, ou l'usinage CNC pour les portées d'assemblage critiques. Pour des pièces d'aspect, comptez 1 à 4 euros de post-traitement supplémentaire par unité. Pour des fonctions techniques, le coût peut grimper à 6-12 euros si les tolérances dimensionnelles exigent un usinage de précision après impression.
Le Multi Jet Fusion s'impose donc comme la technologie clé pour les industriels qui veulent passer du prototype à la petite et moyenne série sans investir dans l'outillage d'injection. Pour évaluer concrètement le potentiel MJF dans votre activité ou recevoir un devis pièce sur vos références CAO, contactez les experts Cadvision et échangez avec un ingénieur application qui maîtrise l'arbitrage MJF, SLS, FDM. Pour aller plus loin sur l'écosystème français de la fabrication additive, consultez la fédération France Additive qui réunit les acteurs industriels du secteur.