

Une imprimante 3D résine utilise la photopolymérisation pour durcir des résines liquides couche par couche avec une précision exceptionnelle. Contrairement au FDM, le fonctionnement d'une imprimante 3D résine repose sur une source lumineuse ultraviolette qui transforme instantanément la résine liquide en matière solide. Cadvision, spécialiste de l'impression 3D résine, propose les solutions les plus adaptées pour vos besoins de fabrication additive. Cette technologie offre une résolution jusqu'à 25 microns et produit des pièces avec des finitions quasi-commerciales et des détails ultraprécis, indispensables pour les applications dentaires, la joaillerie et les composants médicaux.
Le principe de la photopolymérisation en impression 3D résine
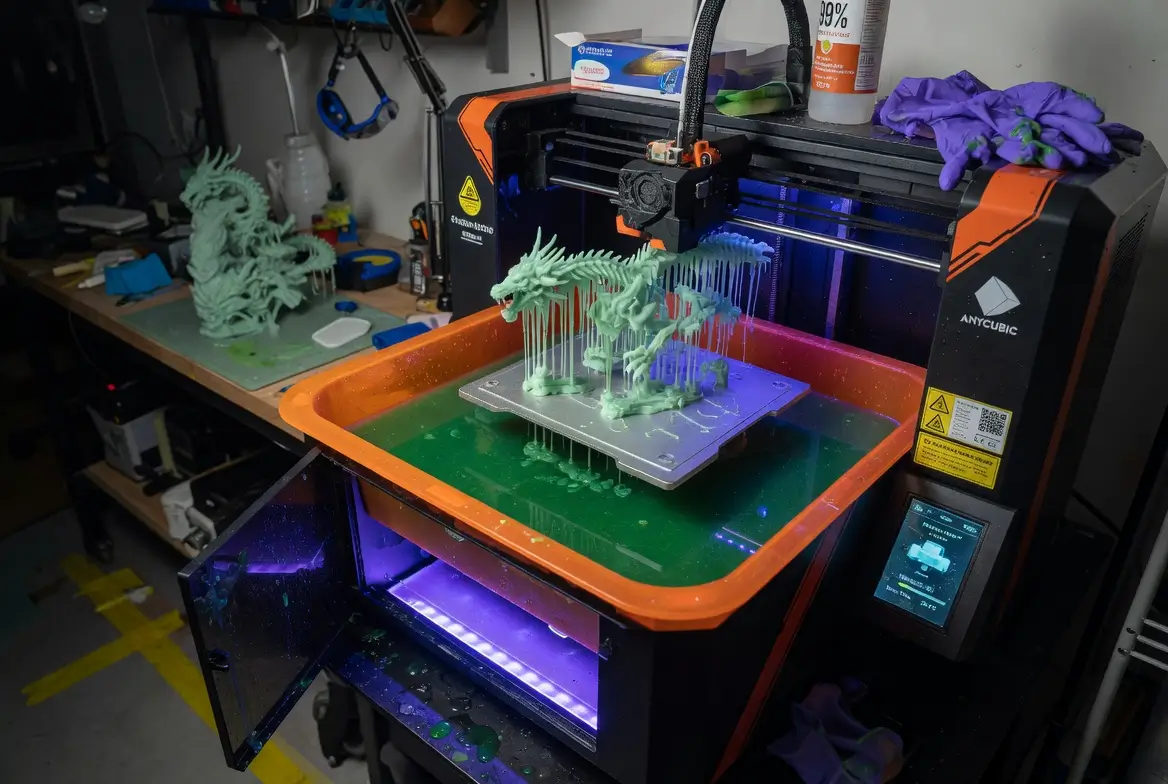
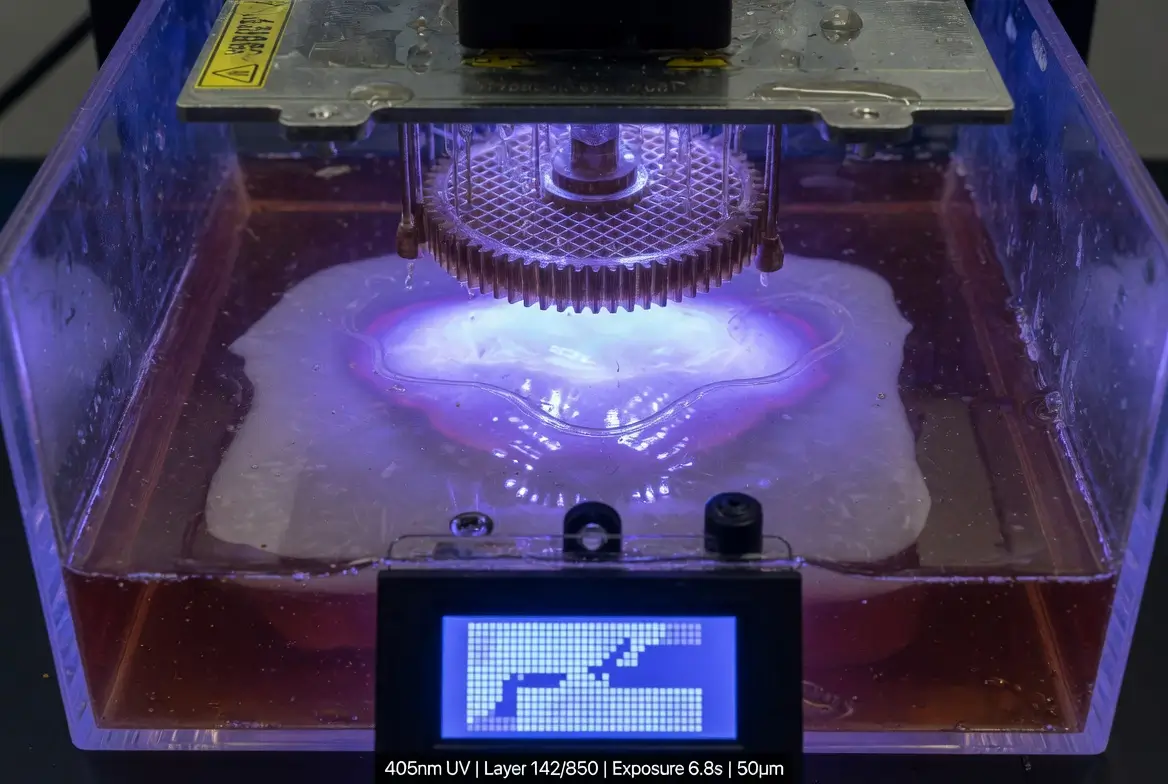
La photopolymérisation constitue le mécanisme central du fonctionnement d'une imprimante 3D résine moderne. Cette réaction chimique intervient lorsque les molécules de résine entrent en contact avec la lumière ultraviolette, créant instantanément des liaisons croisées qui solidifient le matériau. Le processus s'enchaîne ainsi : une plateforme se positionne à quelques millimètres sous la surface du bain de résine, la source UV illumine exactement la géométrie de la couche à imprimer, et après quelques secondes, cette zone durcie se soulève légèrement. Puis une nouvelle couche liquide la recouvre et le cycle recommence automatiquement jusqu'à la formation complète de la pièce.
Lors de l'impression, la résine non exposée demeure liquide et réutilisable, tandis que seule la zone ciblée par l'UV se transforme en solide. Ce mécanisme de sélectivité rend l'imprimante 3D résine extrêmement économe en matière première. Contrairement aux procédés soustractifs, nul besoin d'enlever des blocs inutiles : seule la géométrie nécessaire est construite. Cette efficacité matière, associée à la vitesse de photopolymérisation, explique pourquoi l'impression 3D résine domine dans les secteurs où la qualité et la précision surpassent les considérations de coût de matière.
- Réaction instantanée : La photopolymérisation se déclenche en quelques secondes sous l'action de la lumière UV
- Précision submillimétrique : Les sources lumineuses concentrées permettent des couches de 25 à 50 microns
- Économies de matière : Seule la résine nécessaire à la pièce est consommée, les supports restent minimes
- Finitions lisses : Contrairement au FDM, aucune strate visible à l'œil nu
- Reproductibilité : Chaque couche est exposée de manière identique, garantissant une qualité uniforme
SLA, DLP, MSLA : trois technologies comparées en détail
Il existe trois technologies majeures qui définissent le fonctionnement d'une imprimante 3D résine professionnelle, chacune utilisant une approche distincte pour durcir la résine. La technologie SLA (Stereolithography) fut la première : elle emploie un laser ultraviolet qui trace point par point la géométrie de chaque couche, garantissant une résolution exceptionnelle mais demandant plus de temps pour exposer une couche complète. Le DLP (Digital Light Processing) utilise une matrice de micro-miroirs pour projeter l'intégralité de la couche en une seule exposition, accélérant considérablement le processus tout en conservant une excellente fiabilité industrielle.
La technologie MSLA (Masked SLA) a révolutionné le marché en combinant un écran LCD comme masque avec une source UV, offrant un excellent compromis entre vitesse, coût et qualité. Toutes trois permettent une impression 3D résine de haute qualité, mais présentent des différences techniques impactant directement les cas d'usage. Le choix entre SLA, DLP et MSLA dépend de vos priorités : précision ultime pour SLA, vitesse et fiabilité pour DLP, ou accessibilité budgétaire pour MSLA. Chaque technologie excelle dans son domaine spécifique, et l'imprimante 3D résine adaptée dépendra de votre volume de production et de vos exigences de précision.
- SLA : Référence absolue pour la précision ultime en impression 3D résine, idéale pour prototypes dentaires
- DLP : Technologie éprouvée dans l'industrie, très fiable et performante pour volumes modérés
- MSLA : Rapport qualité-prix imbattable pour débuter avec une imprimante 3D résine
- Coûts d'acquisition : SLA premium, DLP intermédiaire, MSLA accessible
- Disponibilité de résines : SLA et MSLA offrent plus de formulations compatibles
Tableau comparatif : technologies d'impression résine
Les étapes du processus d'impression résine couche par couche
Comprendre le processus détail par détail permet de saisir le fonctionnement d'une imprimante 3D résine dans sa globalité. La machine suit toujours le même cycle répétitif avec une fiabilité exemplaire, reproduisant chaque opération des centaines de fois jusqu'à l'obtention de la pièce finale. Premièrement, l'opérateur charge le fichier STL ou OBJ dans le logiciel de découpage (slicing software). Ce logiciel divise mathématiquement le modèle 3D en couches horizontales, généralement de 25 à 100 microns d'épaisseur selon l'imprimante 3D résine utilisée et les paramètres de qualité déterminés.
Deuxièmement, le plateau de construction se positionne juste sous la surface du bain de résine, à une distance minutieusement calibrée. À chaque nouveau cycle, le plateau descend légèrement, s'immobilise, puis la source UV illumine précisément la géométrie programmée correspondant à la couche. Le matériau liquide polymérise en quelques secondes seulement, formant une couche solide. Troisièmement, le plateau remonte suffisamment pour créer un espace permettant à la nouvelle résine liquide de s'écouler sous la pièce. Une lame ou un système de recirculation lisse et uniformise la surface pour préparer le cycle suivant. Ce processus itératif se répète automatiquement, parfois 200 à 500 fois selon la hauteur de la pièce, jusqu'à formation complète.
- Importation et paramétrage 3D : Chargement du fichier et définition des épaisseurs de couche
- Positionnement initial : Le plateau se place à la profondeur correcte dans le bain de résine
- Exposition UV ciblée : Durcissement précis d'une couche en quelques secondes par photopolymérisation
- Levage et nivelage automatique : Le plateau remonte et une nouvelle résine liquide se dépose uniformément
- Itération massive : Le cycle se reproduit automatiquement jusqu'à 500 fois pour une pièce de 50 mm
Les résines spécialisées pour chaque application industrielle
Le choix de la résine conditionne largement le succès et la performance d'une impression 3D résine. Il existe aujourd'hui une variété impressionnante de formulations spécialisées, chacune optimisée pour des besoins précis et des environnements distincts. Pour les applications demandant une précision maximale, les résines standard offrent un bon équilibre entre vitesse d'exposition et qualité mécanique. Elles durcissent rapidement et produisent des pièces rigides avec d'excellentes finitions de surface. Les résines dentaires, en revanche, sont rigoureusement formulées pour assurer la biocompatibilité exigée en prothèse dentaire et offrent une précision submicronique.
De plus, les résines flexibles (caoutchouc synthétique) restituent une élasticité remarquable, idéales pour les joints d'étanchéité et les pièces mobiles nécessitant de la souplesse sans fragilité ni rupture en service. Pour l'industrie manufacturière, les résines haute température jouent un rôle crucial et différenciant. Contrairement aux résines standard qui ramollissent au-delà de 80-100°C, ces formulations époxy ou polyimide avancées conservent leurs propriétés mécaniques intactes jusqu'à 200-250°C ou davantage. Cadvision propose une gamme étendue de matériaux résine pour chaque secteur, du textile aux composants automobiles, garantissant une solution adaptée à votre industrie spécifique.
- Résines standard polyuréthane : Equilibre optimal pour prototypes génériques et pièces décoratives
- Résines flexibles élastomère : Imitent le caoutchouc, essentielles pour les joints et membranes
- Résines transparentes optiques : Qualité optique proche du verre, indispensables pour lentilles
- Résines haute température jusqu'à 250°C : Composants moteur et moules thermiques
- Résines biocompatibles dentaires : Certifiées pour restaurations et appareillages intra-buccaux

Avantages et limites de l'impression 3D résine face au FDM
Comparer le fonctionnement d'une imprimante 3D résine avec le FDM (Fused Deposition Modeling) aide à sélectionner la technologie appropriée. Malgré des principes radicalement différents, l'une et l'autre répondent à des besoins distincts dans l'écosystème de la fabrication additive. L'avantage majeur d'une imprimante 3D résine réside incontestablement dans la précision dimensionnelle et la qualité de surface. Tandis que le FDM produit des strates visibles et des surfaces intrinsèquement rugueuses, la résine génère des finitions quasi-commerciales avec un minimum de post-traitement. La résolution en XY atteint 47 microns avec MSLA et 25 microns avec SLA, contre 400-500 microns environ en FDM, rendant cette différence critique.
Cette supériorité de précision rend l'impression 3D résine indispensable pour les bijoux, les appareillages dentaires et les composants médicaux implantables. Néanmoins, l'impression 3D résine présente aussi des contraintes opérationnelles et financières. Le coût des résines spécialisées dépasse considérablement celui du filament FDM, représentant un investissement matière non négligeable. Le post-traitement demande un nettoyage chimique à l'alcool isopropylique suivi d'un durcissement UV supplémentaire, ajoutant temps et coûts d'opération. Enfin, certaines résines affichent une durabilité mécanique en fatigue inférieure aux thermoplastiques FDM. Pour les applications demandant une solidité brute (engrenages industriels à forte charge), le FDM demeure souvent le choix techniquement et économiquement optimal.
- Résolution précision : Résine 25-100 microns contre 400 microns FDM, avantage massif résine
- Finitions de surface : Lisses naturellement vs rugueuses, réduisant besoins de ponçage résine
- Vitesse d'impression : Résine très rapide surtout MSLA, FDM plus lent mais continu
- Coûts consommables : Résine premium mais volume réduit, FDM économique en masse
- Applications idéales : Résine pour précision dentaire/joaillerie, FDM pour robustesse mécanique
Le post-traitement critique après une impression résine
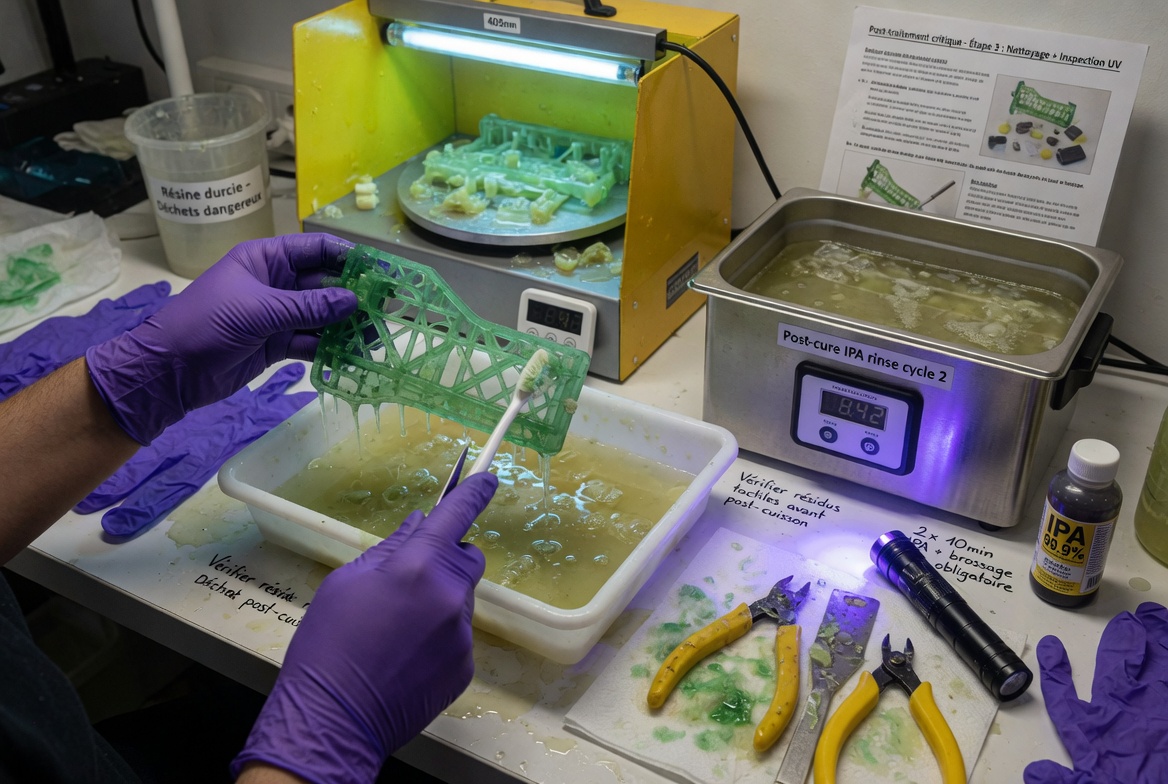
Le post-traitement représente une étape absolument critique du fonctionnement d'une imprimante 3D résine moderne. Contrairement au FDM où on retire simplement les supports, la résine exige plusieurs opérations successives et précises pour atteindre l'état final de performance. Immédiatement après l'impression, la pièce sort du plateau chargée de résine non polyérisée et de supports fragiles. Premièrement, un nettoyage rigoureux à l'alcool isopropylique (IPA) élimine toute résine liquide résiduelle. Cette opération s'effectue généralement par trempage dans un bain d'IPA professionnel, suivi de rinçages à l'eau douce pour neutraliser complètement les résidus chimiques et prévenir la corrosion.
Deuxièmement, un post-durcissement UV complémentaire consolide la polymérisation et transforme les propriétés mécaniques de la pièce. Exposée 15 à 60 minutes à une source UV de qualité selon le type de résine utilisée, la pièce gagne en dureté, rigidité dimensionnelle et parfois en stabilité colorimétrique. Troisièmement, un séchage minutieux en environnement contrôlé précède le retrait délicate des supports de fabrication. Si la pièce contient des cavités internes ou des géométries complexes, un nettoyage chimique additionnel avec détergents doux spécialisés s'avère parfois nécessaire. Enfin, selon l'application finale envisagée, un ponçage fin, une application de peinture ou un scellant protecteur améliore significativement l'aspect et la durabilité du composant fini.
- Nettoyage IPA professionnel : Élimine tous résidus de résine non polyérisée et supports
- Post-durcissement UV additionnel : Améliore dureté, rigidité et propriétés mécaniques finales
- Retrait méticuleux des supports : Requiert soin pour ne pas endommager la géométrie
- Finition optionnelle selon usage : Ponçage grain fin, peinture, scellant protecteur
- Durée totale opération : 2-3 heures minimum du post-traitement complet
Sélection de l'imprimante 3D résine adaptée à vos besoins
Sélectionner une imprimante 3D résine véritablement adaptée dépend de plusieurs critères bien définis. Cette décision stratégique influence directement votre productivité, votre capacité de précision et votre retour sur investissement pendant plusieurs années. Évaluez d'abord le volume de construction disponible : une petite imprimante 3D résine de 100 x 60 mm convient parfaitement aux bijoux et pièces dentaires, tandis que les composants industriels exigent 200 x 125 mm minimum pour accommoder plusieurs pièces par impression. Examinez ensuite la vitesse d'impression réelle : une machine MSLA cire une couche complète en 10-15 secondes contre 30-60 secondes pour SLA, différence devenant critique pour volumes élevés.
Consultez également le catalogue complet de résines disponibles et certifiées compatibles. Une imprimante 3D résine d'une marque proposant peu de matériaux limite drastiquement vos possibilités applicatives futures. Cadvision recommande de vérifier la disponibilité des matériaux haute température et des imprimantes 3D adaptées à votre secteur spécifique. Enfin, évaluez le support technique réputé et la fiabilité éprouvée du constructeur sur le long terme, éléments déterminants pour la continuité de vos opérations et la qualification de vos pièces.
- Volume de construction XYZ : Détermine taille max et nombre de pièces par impression
- Résolution XY nominale : Détermine finesse des détails, idéalement sous 100 microns
- Vitesse d'exposition couche : MSLA plus rapide que SLA pour productions en série
- Écosystème résine certifié : Variété et disponibilité de matériaux spécialisés
- Support utilisateur et communauté : Fiabilité constructeur et entraide entre utilisateurs
"L'impression 3D résine atteint une résolution de 25 à 50 microns, soit 8 à 16 fois plus fine que le FDM, transformant les applications exigeant des détails micro-géométriques" - Études industrielles 2025-2026
"La technologie MSLA a réduit les coûts d'accès à l'impression résine de 60% en cinq ans, démocratisant cette technologie auprès des PME" - Rapport fabricants additive 2026
"Les résines haute température conservent 85% de leurs propriétés mécaniques à 200°C, contre 20% pour les résines standard" - Certification matériaux composites 2026
Questions fréquemment posées sur le fonctionnement d'une imprimante 3D résine
Quelle est la différence fondamentale entre SLA et DLP dans une imprimante 3D résine ?
La différence fondamentale réside dans la source lumineuse et le mode d'exposition. Le SLA utilise un laser ultraviolet extrêmement concentré qui trace point par point la géométrie de chaque couche, offrant une résolution maximale théorique mais demandant significativement plus de temps par couche. Le DLP projette instantanément l'intégralité de la géométrie via une matrice de micro-miroirs orientables, curing la couche complète en exposition unique. Cette approche accélère considérablement l'impression 3D résine, notamment pour volumes importants ou épaisseurs de couche réduites. En précision, le SLA conserve un léger avantage (25-50 microns contre 50-100 pour DLP), tandis que le DLP domine en vitesse, fiabilité et coûts opérationnels durables.
Combien de temps réel dure l'impression complète d'une pièce en résine ?
La durée varie énormément selon plusieurs paramètres cumulatifs. Une petite pièce de 50 mm de hauteur imprimée sur une machine MSLA dure entre 30 et 90 minutes selon résolution. Sur une imprimante 3D résine SLA équivalente, le même objet peut demander 2 à 4 heures en raison du balayage point par point. Les couches plus fines (25 microns) requièrent logiquement plus de cycles qu'une épaisseur standard de 100 microns. De plus, le type et la teinte de résine influencent directement la durée d'exposition : certaines résines haute température demandent expositions plus prolongées. Globalement, une MSLA imprime à environ 10-20 mm de hauteur par heure en résolution standard, tandis que SLA atteint 8-12 mm/h, et DLP 15-25 mm/h.
Pourquoi le post-traitement est-il obligatoire après l'impression 3D résine ?
Le post-traitement transforme une pièce brute, encore partiellement pégueuse et mécaniquement fragile, en composant robuste, fini et prêt à l'emploi. Lors de la sortie directe de l'imprimante 3D résine, la surface retient de la résine non polyérisée qui, demeurée liquide, devient poisseuse et imprévisible. Le nettoyage obligatoire à l'alcool isopropylique élimine complètement ces résidus chimiques. Ensuite, bien que la couche supérieure soit durcie par l'exposition UV machine, les couches internes demeurent partiellement non polymérisées en profondeur. Un post-durcissement UV additionnel consolide complètement la chaîne polymère tridimensionnelle, améliorant dramatiquement la dureté Shore D, la rigidité, la résistance chimique et la durée de vie utile. Sans cette double exposition combinée, la pièce vieillit prématurément, s'affaiblit progressivement ou se déforme irrémédiablement sous charge thermique ou mécanique.
Quelles résines sélectionner pour les applications exigeant une tenue haute température ?
Pour les applications demandant une tenue thermique sévère, les résines standard polyuréthane ne conviennent absolument pas car elles ramollissent et perdent rigidité au-delà de 80-100°C, rendant les pièces inutilisables. Les résines haute température intègrent des formulations chimiques époxy réticulée ou polyimide avancée qui conservent leur intégrité mécanique, leur stabilité dimensionnelle et leur rigidité jusqu'à 200-250°C ou davantage selon formulation. Cadvision propose des résines haute température spécialisées garantissant stabilité en service thermique même en environnement industriel sévère. Ces matériaux conviennent particulièrement aux moules pour injection thermoplastique, connecteurs électriques haute densité, distributeurs moteur et composants destinés aux environnements automobiles ou aérospatial. Le post-durcissement doit être obligatoirement prolongé pour ces résines premium afin d'optimiser la réticulation complète.
Peut-on réutiliser la résine non consommée après une impression 3D résine ?
Oui, formellement la résine dans le bain, n'ayant pas été exposée à l'UV, demeure techniquement réutilisable et peut alimenter l'impression suivante. Cependant, elle accumule progressivement des particules contaminantes : micro-supports détachés lors du retrait, poussière environnementale, résine partiellement polyérisée qui flotte, débris chimiques. Après quelques impressions successives, ces polluants dégradent graduellement la qualité des pièces produites et réduisent perceptiblement la précision XY. La meilleure pratique industrielle consiste à filtrer méticuleusement la résine régulièrement via des tamis fins (10-20 microns), ou à remplacer complètement le bain tous les 2-3 mois d'utilisation intensive. Certains professionnels emploient un système de recirculation qui purifie la résine de manière continue pendant les cycles. Pour les imprimantes 3D résine professionnelles, Cadvision recommande un protocole d'entretien du bain strict pour maintenir constamment la qualité d'impression et éviter les défauts de surface liés à la contamination progressive.
Comment maximiser réellement la durée de vie des bacs à résine coûteux ?
Les bacs à résine constituent des consommables onéreux qui s'usent irrémédiablement par rayures optiques, usure chimique progressive et accumulation insidieuse de résidus solidifiés. Pour maximiser leur longévité opérationnelle et retarder le remplacement, plusieurs pratiques éprouvées s'avèrent cruciales. Premièrement, évitez absolument les contacts directs avec des objets durs susceptibles de rayer le fond optique du bac : nettoyez régulièrement et délicatement les supports internes. Deuxièmement, recouvrez le bac hermétiquement quand la machine n'imprime pas, réduisant l'exposition à l'oxygène atmosphérique et l'évaporation chimique inévitable. Troisièmement, nettoyez les dépôts de résine durcie accidentellement sans laisser s'accumuler les couches. Enfin, stockez la résine à température stable et contrôlée (18-25°C) loin de la lumière directe et des variations thermiques. Avec ces précautions rigoureuses, un bac dure de 3 à 6 années de service normal avant remplacement obligatoire. Cadvision propose des bacs de remplacement certifiés et optimisés pour toutes ses imprimantes 3D résine professionnelles.
Conclusion et prochaines étapes
Comprendre le fonctionnement d'une imprimante 3D résine à travers ses technologies, processus détaillés et applications permet de sélectionner une solution adaptée à vos besoins spécifiques. Que vous cherchiez la précision extrême du SLA pour la dentisterie, la productivité du MSLA pour le prototypage rapide ou la fiabilité industrielle du DLP, chaque technologie offre des avantages distincts. Le post-traitement rigoureux, le choix judicieux des résines et l'entretien régulier transforment une imprimante 3D résine en outil de fabrication précis et fiable. Investir dans une solution réputée comme celle proposée par Cadvision, associée à un accompagnement technique expert, garantit une adoption réussie et des résultats reproductibles années après années.
Explorez notre gamme complète d'imprimantes 3D résine, de résines spécialisées et de services techniques pour transformer vos projets en composants haute performance. Contactez nos experts Cadvision dès aujourd'hui pour une consultation personnalisée adaptée à vos spécificités industrielles et vos objectifs de production.